
Связаться с нами
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Новости отрасли
 Дом / Новости / Новости отрасли / Подробное руководство по процессам токарной обработки с ЧПУ: операции, инструменты и приложения
Дом / Новости / Новости отрасли / Подробное руководство по процессам токарной обработки с ЧПУ: операции, инструменты и приложения  2026.04.17
2026.04.17
 Новости отрасли
Новости отрасли
Contents
Токарная обработка на станках с ЧПУ (компьютерное числовое управление) является одним из основных процессов в современном производстве, используя программируемое, точное управление траекториями движения инструмента для достижения высокоточной резки и придания формы таким материалам, как металлы и пластмассы. Полный рабочий процесс обработки на токарном станке с ЧПУ включает в себя несколько важных этапов, каждый из которых напрямую влияет на точность и качество конечного компонента.
Анализ чертежей → Планирование процесса → Генерация программы → Подготовка инструмента → Настройка заготовки → Настройка инструмента → Черновая обработка → Чистовая обработка → Проверка и складирование
workholding stage serves as the foundation of the entire workflow; the workpiece is typically positioned and secured using fixtures such as three-jaw self-centering chucks, four-jaw independent chucks, or centers and steady rests. This ensures that the workpiece remains free from displacement or vibration throughout the machining process. Workholding precision directly determines the datum accuracy for all subsequent operations; therefore, the operator must carefully calibrate for runout, with radial runout error generally required to be within 0.01 mm.
После завершения настройки и программирования инструмента станок выполняет операции — последовательность черновой, получистовой и чистовой обработки — в соответствии с предварительно заданными инструкциями G-кода. Постепенно уменьшая глубину резания и скорость подачи, в конечном итоге достигаются размерные и геометрические допуски, а также требования к чистоте поверхности, указанные в технических чертежах.
Токарные станки с ЧПУ способны выполнять широкий спектр основных процессов резания, тем самым удовлетворяя требованиям к формованию большинства деталей с вращательной симметрией:
Удаляет излишки материала с торца заготовки, устанавливает осевую точку отсчета и обеспечивает плоскостность.
Обрабатывает цилиндрические поверхности и обеспечивает точный контроль диаметра; это представляет собой более фундаментальную операцию точения.
Создает сквозные или глухие отверстия вдоль центральной линии заготовки, часто с последующей доводкой с использованием расточного инструмента.
Точно увеличивает существующие отверстия, тем самым повышая точность диаметра отверстия и качество поверхности внутреннего отверстия.
Обрабатывает внешние или внутренние поверхности со стандартной конусностью, обычно для применений, требующих стыковочной посадки.
Использует программирование контуров для обработки сложных элементов профиля, таких как изогнутые поверхности и дуги.
| Процесс обработки | Грубая токарная обработка | Завершить поворот |
| Глубина резки | 1,5–5 мм | 0,05–0,5 мм |
| Скорость подачи | 0,2–0,6 мм/об | 0,05–0,15 мм/об |
| Скорость резания | Нижний | Высшее |
| Основная цель | Быстрое удаление большого количества лишнего материала | Обеспечение точности размеров и качества поверхности. |
| Требования к допускам | ИТ12–ИТ14 | ИТ6–ИТ8 |
| охлаждающая жидкость | Принудительное охлаждение с высоким расходом | Прецизионное охлаждение распылением или масляным туманом |
В реальном производстве между этими двумя этапами часто находится получистовая токарная операция; припуск на обработку 0,3–0,5 мм оставляют как переходный перед чистовым точением. Этот шаг дополнительно устраняет внутреннюю деформацию напряжения, вызванную черновой обточкой, тем самым обеспечивая стабильность размеров во время последующего процесса чистовой обработки.
Токарная обработка резьбы Это один из наиболее типичных процессов обработки, выполняемых на токарных станках с ЧПУ. За счет точной синхронизации энкодера шпинделя с осью подачи достигается связанное управление, при котором скорость подачи на оборот строго равна шагу резьбы. Системы ЧПУ поддерживают специализированные команды, такие как G32 (нарезание резьбы) и G76 (цикл нарезания сложной резьбы), что позволяет обрабатывать различные типы резьб, включая метрическую, дюймовую, трубную и коническую резьбу. Типичная точность резьбы может достигать класса допуска 6g/6H при шероховатости поверхности Ra ≤ 1,6 мкм.
процесс обработки канавок используется для обработки кольцевых каналов, таких как разгрузочные канавки, уплотнительные канавки и канавки для уплотнительных колец. Ширина канавочного инструмента должна соответствовать требуемой ширине паза; при резании необходима малая скорость подачи (0,03–0,08 мм/об), чтобы предотвратить поломку инструмента. Для широких канавок обычно используется комбинированный подход, включающий несколько резов радиальной глубины с последующим боковым проходом для завершения элемента.
процесс отключения служит заключительной операцией при массовом производстве деталей из прутковой заготовки; он включает в себя подачу отрезного инструмента радиально внутрь к центральной линии заготовки, чтобы отделить готовую деталь от прутка. Во время процесса резки необходимо поддерживать постоянную подачу смазочно-охлаждающей жидкости, чтобы предотвратить сколы или трещины кончика инструмента из-за накопления тепла резки.
По мере диверсификации производственных потребностей современные токарные станки с ЧПУ вышли за рамки традиционных 2-осевых конфигураций и стали включать в себя множество современных моделей станков, что значительно расширяет возможности обработки на одном станке.
Добавляя возможность линейного перемещения по оси Y к стандартной оси C (управление ориентацией шпинделя), токарный станок получает возможность обрабатывать эксцентриковые отверстия, шпоночные пазы и плоские поверхности. В револьверной головке установлены электроинструменты, что позволяет выполнять совмещенные токарные и фрезерные операции без необходимости вторичной фиксации, тем самым значительно уменьшая ошибки, связанные с перемещением заготовки между операциями.
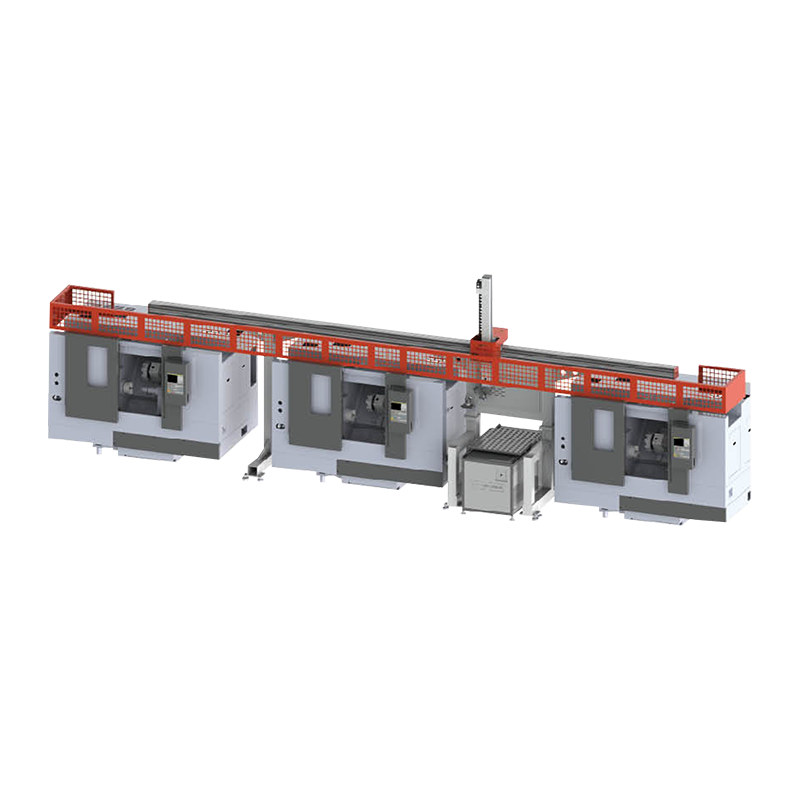
Эти станки, оснащенные как передним, так и задним шпинделем, автоматически переносят деталь с переднего шпинделя, где завершается обработка передней стороны, на вспомогательный шпиндель для обработки задней стороны, устраняя необходимость ручного переворота или повторного зажима. Эта конфигурация особенно хорошо подходит для сложных деталей типа вала и диска, требующих обработки с обеих сторон, что приводит к сокращению времени цикла более чем на 40%.
Благодаря интеграции токарного и фрезерного шпинделя (с поворотной осью B) этот процесс позволяет выполнять все операции — от внешнего точения до пятистороннего фрезерования — в рамках одной установки заготовки. Он идеально подходит для компонентов сложной формы в аэрокосмической, медицинской промышленности и производстве пресс-форм; устраняя совокупные ошибки, связанные с несколькими настройками, достигается общий уровень точности IT5.
judicious selection of cutting tools is critical to ensuring machining quality, enhancing efficiency, and reducing costs. Tool selection requires a comprehensive assessment of various factors, including workpiece material, machining operations, machine tool power, and cooling methods.
| Тип инструмента | Материал | Применимые операции | Рекомендуемые материалы |
| Внешняя токарная обработка Tools (CNMG/WNMG) | Твердый сплав с покрытием | Черновая токарная обработка, чистовая обработка | Сталь, Чугун, Нержавеющая сталь |
| Скучно Bars (S-Type Shank) | Ультрамелкозернистый карбид | Внутреннее растачивание, чистовое растачивание | Сталь, Алюминий, Чугун |
| Инструменты для точения резьбы (60°/55°) | Твердый сплав с PVD-покрытием | Резьба | Сталь, нержавеющая сталь, титановые сплавы |
| Инструменты для обработки канавок (2 мм/3 мм/4 мм) | Карбид | Канавка, Отрезка | Все металлические материалы |
| Керамические вставки | Нитрид кремния/керамика SiAlON | Высокоскоростная чистовая токарная обработка | Закаленная сталь, чугун (HRC 40 ) |
| Вставки CBN | Кубический нитрид бора | Жесткая токарная обработка (точение как шлифование) | Закаленная сталь (HRC 60) |
| Алмазные вставки PCD | Поликристаллический алмаз | Сверхточная обработка | Алюминиевые сплавы, Медь, Композиционные материалы |
Принципы выбора инструмента: Для обработки стандартной углеродистой стали предпочтительным выбором являются пластины с покрытием P-класса (синего цвета); для нержавеющей стали выберите М-класс (желтый); для чугуна выберите К-класс (красный). При обработке труднообрабатываемых материалов (например, титановых сплавов или суперсплавов) отдавайте предпочтение использованию специализированных державок инструмента, оснащенных внутренними каналами для подачи СОЖ; это направляет СОЖ непосредственно на кончик инструмента, эффективно снижая температуру резания более чем на 50%.
Коленчатые валы, распределительные валы, поршневые пальцы, тормозные диски и т. д. Эти детали требуют высокой производительности производства и исключительной стабильности; Широко используются производственные линии с двумя шпинделями и автоматизированными системами загрузки/разгрузки, при этом требования к допускам обычно находятся в пределах ±0,005 мм.
Трансмиссионные валы, ходовые винты, шпиндели и другие тонкие валы. Для предотвращения вибраций при обработке требуется поддержка люнета или толкателя, а для поддержания соосности используется стратегия сегментного точения.
Корпуса гидроцилиндров, блоки клапанов и поршневые штоки. Уплотняющие поверхности внутренних отверстий должны иметь шероховатость поверхности Ra ≤ 0,4 мкм, что обычно требует процесса прецизионного растачивания с последующей притиркой; На внешних хромированных поверхностях используется комбинированный процесс прецизионного точения и шлифования.
Фланцы, торцевые крышки, зубчатые кольца и т. д. Эти детали требуют зажима как с передней, так и с задней стороны, при этом особое внимание уделяется контролю торцового биения и параллельности. Двухшпиндельные токарные станки позволяют выполнять полную обработку обеих сторон за одну операцию загрузки.
Ступицы колес из алюминиевого сплава требуют одновременного внимания к легкости конструкции и высокой точности. Обработка осуществляется высокоскоростным точением (1200–2500 об/мин) пластинами из PCD; внутреннее отверстие и торцевая поверхность обрабатываются за один зажим, что обеспечивает допуск на биение ≤ 0,1 мм.
В сфере производства и технического обслуживания токарных станков с ЧПУ поддержка специализированных предприятий служит жизненно важной гарантией повышения уровня процессов обработки.
Технологическое предприятие, специализирующееся на токарных станках с ЧПУ, предоставляющее комплексные решения, начиная от выбора оборудования и технологических консультаций и заканчивая интеграцией инструментов. Обладая обширным опытом работы в различных отраслях промышленности, включая автомобилестроение и гидравлику, компания помогает предприятиям достигать своих целей в области высокоэффективной и точной обработки.
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Используйте надежные детали и компоненты, чтобы обеспечить Качество продукта.
Вы можете ожидать, что ваш заказ будет выполнен в течение 60 дней после размещения заказа.
Вы можете насладиться годичным многими для всех наших Produons.
sales@east-cnc.com
Район промышленности Шангмы, город Таканг, город Венлинг, Тайчжоу, Чжэцзян, Китай.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Производитель станка