

Связаться с нами
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Новости отрасли
 2025.12.19
2025.12.19
 Новости отрасли
Новости отрасли
Contents
Нарезка винтов на токарном станке является распространенным методом формовки при токарной обработке. Его основной принцип заключается в установлении фиксированной передаточной связи между вращательным движением шпинделя токарного станка и движением линейной подачи режущего инструмента, что позволяет инструменту резать вдоль оси заготовки в соответствии с определенным шагом, образуя таким образом непрерывную винтовую канавку на поверхности заготовки.
На практике скорость шпинделя передается шнеку через шестерни или механизм регулирования скорости, а затем винт приводит в движение каретку для достижения синхронной подачи. Режущий инструмент обычно представляет собой одноточечный инструмент для точения резьбы, форма режущей кромки которого соответствует углу профиля резьбы заготовки. Желаемая форма и размер резьбы достигается за счет многократного нарезания, постепенно увеличивая глубину резания.
В процессе работы оператору необходимо разумно выбирать скорость шпинделя, способ подачи и глубину резания, чтобы обеспечить стабильность профиля резьбы и качества поверхности.
Одноточечное нарезание резьбы — это широко используемый метод обработки, характеризующийся высокой адаптируемостью и гибкой регулировкой характеристик резьбы, подходящий для различных типов резьбы и разных размеров партий.
Помимо одноточечного резания, распространенные технологии обработки резьбы включают:
Для сравнения, одноточечное нарезание резьбы на токарном станке обеспечивает большую гибкость в настройке точности и изменении шага, что делает его особенно подходящим для обучения, прототипирования и обработки нестандартной резьбы.
На токарном станке можно обрабатывать различные распространенные типы резьбы, при этом разные резьбы имеют различия в геометрии инструмента и методах резания.
| Тип резьбы | Общие приложения | Характеристики инструмента | Рекомендации по обработке |
| Метрическая треугольная резьба | Общее подключение | Угол кончика инструмента соответствует профилю резьбы | Обратите внимание на синхронизацию шага и подачи. |
| Дюймовая резьба | Механическое соединение | Угол вершины инструмента отличается от метрического | Требуется правильное преобразование высоты тона |
| Трапециевидная резьба | Механизм передачи | Симметричные углы режущей кромки с обеих сторон инструмента. | Боковые силы резания должны быть сбалансированы. |
| Квадратная резьба | Передача и позиционирование | Сложная обработка инструмента | Обычно требуется несколько проходов резки. |
| Пилообразная резьба | Однонаправленная сила | Угол одной режущей кромки больше | Обратите внимание на направление установки инструмента. |
Правильный выбор материала инструмента, угла режущей кромки и высоты крепления помогает снизить сопротивление резанию и повысить стабильность формирования резьбы.
При нарезании резьбы на токарном станке винт является ключевым компонентом для регулирования шага. Благодаря своей передаче со шпинделем каретка перемещается на фиксированное осевое расстояние при каждом обороте шпинделя.
Полугайка установлена внутри каретки и соединяется с винтом во время нарезания резьбы, позволяя каретке достигать синхронной подачи. Во время нарезания резьбы полугайка обычно остается в зацеплении, чтобы предотвратить неравномерность шага. После завершения прохода резания инструмент возвращается в исходное положение путем бокового отвода или реверса шпинделя.
Кроме того, регулировка переключающих шестерен или механизма переключения скоростей напрямую влияет на скорость вращения винта и является важным средством обработки резьб с различным шагом.
На точность обработки резьбы влияют различные факторы, включая состояние станка, износ инструмента, метод работы и метод измерения. Для эффективного контроля ошибок можно учитывать следующие аспекты:
Благодаря стандартизированным рабочим процедурам и разумной организации процесса можно добиться стабильных и надежных результатов обработки резьбы в обычных условиях на токарных станках.
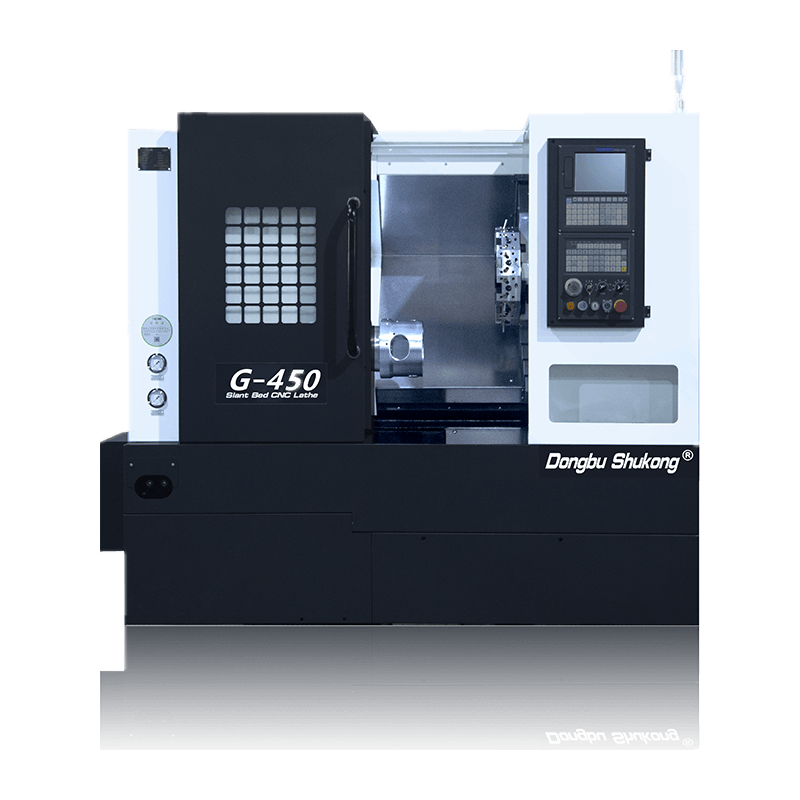
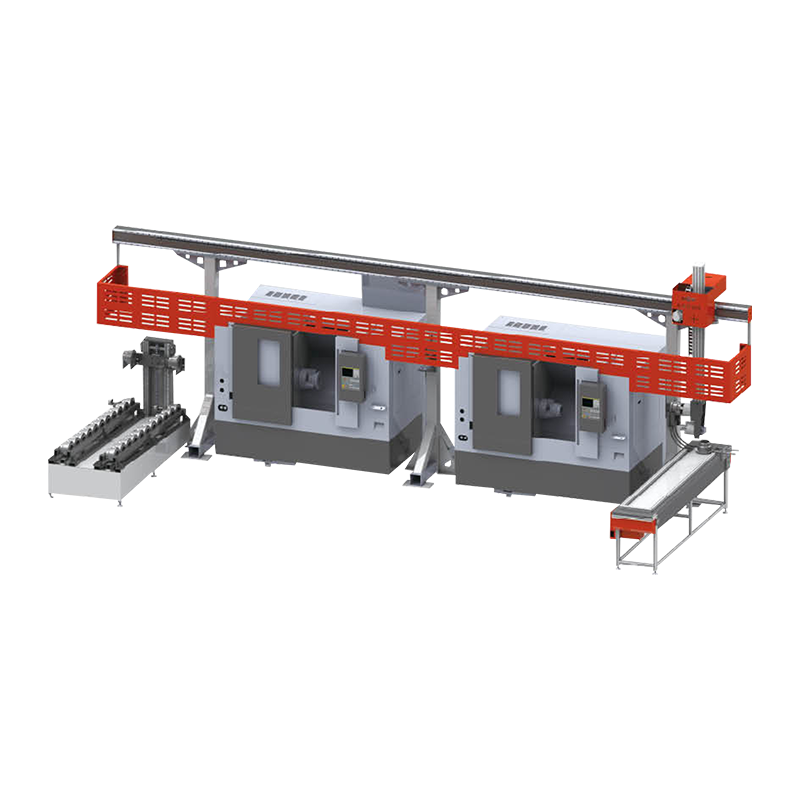
Eastern CNC — станкостроительная компания, специализирующаяся на исследованиях, разработках и производстве токарных станков с ЧПУ. Ее продукция охватывает несколько серий, включая токарные станки с наклонной станиной, вертикальные токарные станки и автоматизированные производственные линии. Токарные станки с ЧПУ с плоской станиной имеют конструкцию станины высокой жесткости, усовершенствованную систему управления ЧПУ и высокоточный передаточный механизм, подходящий для различных задач обработки, таких как общая токарная обработка, обработка резьбы и тяжелая резка. Плоская конструкция станины помогает улучшить механическую стабильность, обеспечивая лучшее подавление вибрации и возможности контроля размеров при выполнении задач обработки, требующих высокой динамической точности, таких как токарная обработка резьбы.
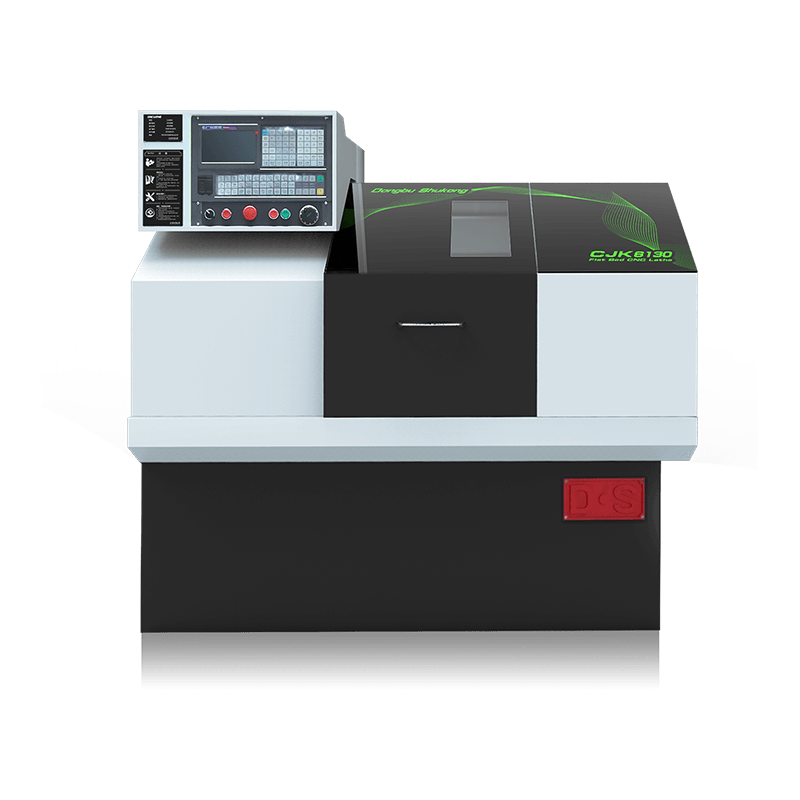
Этот токарный станок с плоской станиной предназначен для средней производительности резания и общей обработки. Станина имеет горизонтальную конструкцию, обладает хорошей жесткостью и стабильностью и подходит для обычных задач обработки, таких как наружное точение, торцовая обработка и нарезание резьбы.
В зависимости от различных требований к обработке он может быть оснащен соответствующими инструментальными системами и настройками подачи с ЧПУ. При обработке резьбы оптимизация параметров подачи и геометрии инструмента позволяет добиться высокой точности контура и стабильности обработки.
Основные характеристики

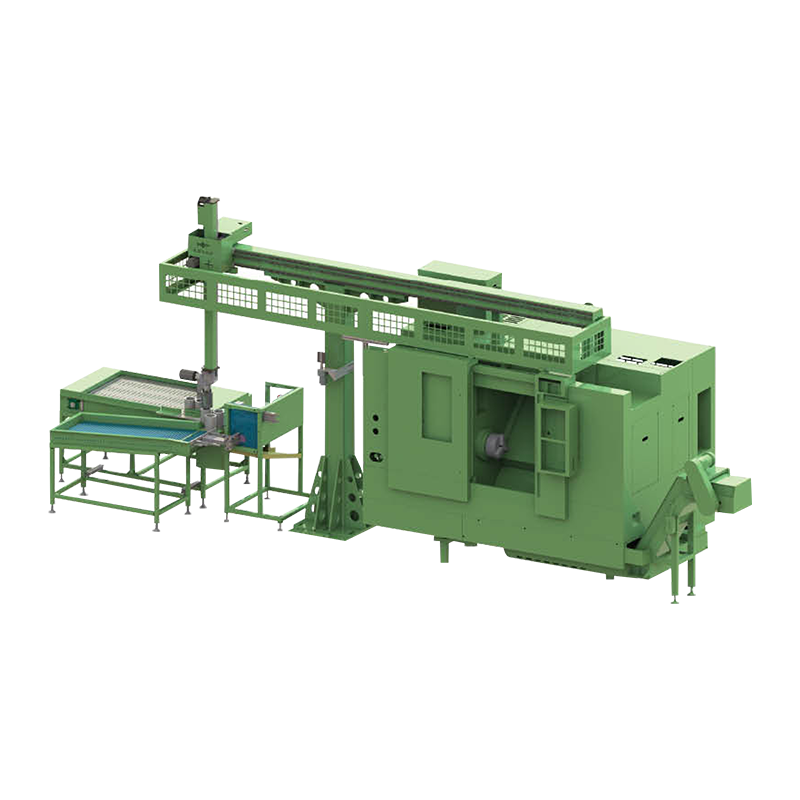
Эта серия моделей имеет большую производительность обработки, подходит для резки более длинных заготовок, таких как детали вала, особенно при нарезании резьбы, поддерживает обработку больших диаметров и более длинных участков резьбы. Конструкция станины и направляющей оптимизирует жесткость при изгибе, помогая уменьшить ошибки деформации во время глубокого резания или подачи с длинным ходом.
Основные характеристики

В1: Что такое точение резьбы на токарном станке?
А: Токарная обработка резьбы — это метод обработки винтовых канавок на поверхности заготовки путем синхронизации вращения шпинделя с осевой подачей режущего инструмента. Этот процесс основан на том, что система передачи токарного станка поддерживает фиксированное соотношение шагов, тем самым формируя желаемую форму резьбы.
Вопрос 2: Зачем нужен винт для нарезания резьбы?
A: Винт используется для преобразования вращательного движения шпинделя в линейное движение подачи каретки, поддерживая фиксированное передаточное число между ними. Благодаря винту обеспечивается перемещение режущего инструмента в осевом направлении с постоянным шагом при каждом обороте шпинделя.
В3: Какие сценарии обработки подходят для одноточечного нарезания резьбы?
A: Нарезание резьбы в одной точке подходит для обработки резьбы различных характеристик, особенно для нестандартной резьбы, мелкосерийного производства, а также сценариев обучения и прототипирования. Его преимущества включают гибкую регулировку шага и высокую универсальность инструмента.
Вопрос 4. Какие распространенные типы резьбы можно обрабатывать на токарном станке?
A: К распространенным типам резьбы относятся треугольная, трапециевидная, квадратная и пилообразная резьбы. Различные типы резьб предъявляют разные требования к геометрии инструмента, методам резания и параметрам подачи.
Вопрос 5: Как контролируется точность обработки во время точения резьбы?
Ответ: Контроль точности обычно начинается с состояния станка, геометрической точности инструмента, метода послойного резания и синхронизации подачи. Задав разумные параметры резания и выполнив несколько неглубоких резов, можно уменьшить ошибки шага и профиля резьбы.
В6: Какова функция полугайки во время нарезания резьбы?
A: Полугайка входит в зацепление с винтом во время нарезания резьбы, обеспечивая стабильную синхронизированную подачу каретки. Во время обработки одной и той же резьбы полугайка обычно остается в зацеплении, чтобы избежать смещения шага.
В7: Как проверяется резьба после нарезание резьбы на токарном станке завершено?
A: После обработки шаг, профиль резьбы и состояние поверхности можно проверить с помощью резьбомеров или других методов измерения, чтобы подтвердить, соответствуют ли размеры резьбы проектным требованиям.
Рекомендуемые продукты
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Используйте надежные детали и компоненты, чтобы обеспечить Качество продукта.
Вы можете ожидать, что ваш заказ будет выполнен в течение 60 дней после размещения заказа.
Вы можете насладиться годичным многими для всех наших Produons.
sales@east-cnc.com
Район промышленности Шангмы, город Таканг, город Венлинг, Тайчжоу, Чжэцзян, Китай.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Производитель станка