

Связаться с нами
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Новости отрасли
 Дом / Новости / Новости отрасли / Четыре основных фактора, влияющих на точность обработки на токарных станках с ЧПУ, и меры противодействия
Дом / Новости / Новости отрасли / Четыре основных фактора, влияющих на точность обработки на токарных станках с ЧПУ, и меры противодействия  2025.07.18
2025.07.18
 Новости отрасли
Новости отрасли
Contents
В области механической обработки токарные станки с ЧПУ , как одно из важных механического оборудования, были разработаны с характеристиками автоматизации и интеллекта, а общая эффективность и качество обработки более значительны. Однако может существовать ряд факторов, которые будут влиять на точность обработки при реальной работе токарных станков с ЧПУ. Если их вовремя не обнаружить и не усовершенствовать, они обязательно повлияют на результаты обработки.
В процессе использования токарных станков с ЧПУ для обработки деталей электрическая сервосистема будет оказывать непосредственное влияние на работу токарного станка.
В процессе обработки различных деталей машин основное внимание следует уделять положению деталей и инструментов, причем это положение необходимо строго контролировать. При этом работа серводвигателя может осуществлять работу по перемещению ШВП вперед или назад. Если в процессе регулировки положения обоих сервоприводов и шарико-винтовой пары возникнет проблема с ошибкой вращения, это окажет большое влияние на точность изготовления деталей.
Стратегия оптимизации. Оптимизация производительности сервосистемы может помочь значительно сократить временные задержки в процессе обработки, а также обеспечить быстрое и точное позиционирование сложных деталей и эффективную обратную связь в процессе обработки. Использование стратегии пропорционально-интегрально-дифференциального (ПИД) управления или технологии адаптивного управления может эффективно улучшить скорость реакции сервосистемы.
позволяя ему отслеживать изменения инструкций более быстро и точно. При использовании сервосистемы для обработки таких деталей, как дуги или кольца, ось подачи должна быть точно спроектирована и спроектирована как коэффициент усиления с разомкнутым контуром, который может эффективно повысить точность обработки контуров деталей.
В процессе обработки на токарных станках с ЧПУ необходимы инструменты для резки деталей. Сам инструмент имеет основной угол отклонения и дугу острия инструмента, что легко приводит к определенной степени погрешности при использовании инструмента для резки деталей. Однако по мере увеличения количества обрабатываемых деталей эта погрешность будет продолжать увеличиваться. В процессе резки инструмент постепенно изнашивается, что приводит к затуплению лезвия, увеличению силы резания и выделению тепла при резке. Это приведет к ухудшению шероховатости поверхности заготовки, снижению точности размеров и даже может возникнуть вибрация и нарушение непрерывности резки, что повлияет на точность геометрической формы заготовки.
Скорость резания, скорость подачи и глубина резания являются тремя основными параметрами обработки резки. Необоснованный выбор параметров резания повлияет на точность обработки. Например, если скорость резания слишком высока, износ инструмента увеличится, теплота резания увеличится, а термическая деформация заготовки и точность размеров снизятся; Если скорость подачи слишком велика, инструмент будет вибрировать во время процесса резки, что повлияет на качество поверхности и точность размеров заготовки.
Стратегия оптимизации: во время обработки следует регулярно проверять износ инструмента, а инструмент с сильным износом следует своевременно заменять. Кроме того, необходимо рассчитать ошибку в сочетании с фактическими характеристиками инструмента, а затем объединить ошибку для исправления ошибки создания. В реальном процессе обработки различные ошибки, существующие при обработке, постоянно корректируются соответствующим образом, чтобы обеспечить точность каждой части фактической обработки. В то же время параметры резки можно разумно выбирать в соответствии с материалом заготовки и требованиями обработки. Например, при обработке алюминиевого сплава скорость резания можно соответствующим образом увеличить, но следует уделять внимание контролю скорости подачи и глубины резания, чтобы избежать чрезмерного износа инструмента. Кроме того, инструменты с покрытием также можно использовать для повышения износостойкости и увеличения срока службы инструмента.
Проблема ошибок, возникающая во время привода и использования двигателя, является техническим фактором. Ошибки, возникающие в результате работы двигателя, представляют собой в основном ошибки аппроксимации и ошибки округления. Следовательно, персоналу необходимо строго контролировать эти два аспекта и повышать стабильность всей функции механического торможения и контроля скорости двигателя путем разработки плана управления.
Стратегия оптимизации: В конкретной реализации компенсации ошибок необходимо уделять больше внимания ошибкам округления и ошибкам аппроксимации. При контроле ошибок округления аппаратная обработка может использоваться для предотвращения и контроля, а программная обработка может использоваться для повышения точности обработки данных, чтобы максимально предотвратить риск ошибок, вызванных неопределенными факторами в реальном рабочем процессе. Для компенсации ошибок аппроксимации необходимо повышать точность применения приближенных алгоритмов и идей подгонки, добиваться точных очертаний наружных контуров деталей за счет точных расчетов наружных контуров деталей для предотвращения ошибок компенсации системы управления. Для процессов и заготовок, требующих многократного позиционирования, измерение ошибок должно быть усилено перед конкретной обработкой с ЧПУ, а точность измерения должна быть повышена, чтобы предотвратить ошибки при последующей обработке. Неизбежные ошибки следует своевременно контролировать, а ошибки должны находиться в разумных пределах для обеспечения качества обрабатываемой продукции. Используется метод компенсации ошибок, то есть учитываются факторы программного и аппаратного обеспечения на основе рассмотрения функции компенсации системы, органического объединения двух и повторной компенсации оси координат, чтобы повысить точность обработки.
Когда токарный станок с ЧПУ работает, всегда возникает ошибка смещения относительного положения направляющей, что серьезно влияет на точность обработки токарного станка с ЧПУ. Во время токарной обработки направляющая токарного станка изнашивается неравномерно, что приводит к небольшому смещению положения кончика инструмента, что снижает точность окончательной обработки заготовки.
Стратегия оптимизации: при реальной работе токарного станка с ЧПУ, чтобы максимально предотвратить ошибку точности, вызванную корпусом, основание и направляющая должны быть оптимизированы на начальном этапе проектирования. Для токарных станков с ЧПУ, предъявляющих множество функциональных требований, в процессе проектирования станины их можно установить в виде наклонных станин. С помощью подходящей конструкции ствола можно разумно контролировать вес токарного станка и улучшить производственный процесс.
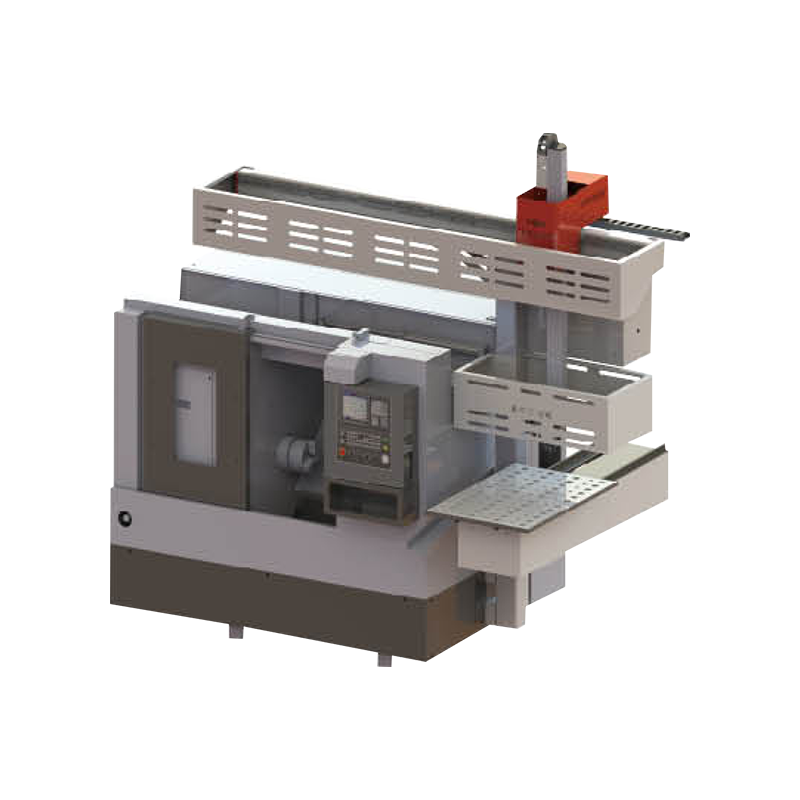
Токарный станок с ЧПУ 200MSY Eastern CNC заслуживает внимания. Станок предназначен для решения общих задач по точности благодаря своей высокой точности и высокой жесткости. L-образная конструкция станины оптимизирует механическую структуру, имеет большее демпфирование ударов, жесткость опоры, эффект теплового баланса и исключительную стабильность, повышает динамическую жесткость станка, выдерживает большой крутящий момент резания, снижает вибрацию и тепловую деформацию и т. д. В нем используется станина с углом наклона 35 °, интерполяционная ось Y высокой жесткости, динамическая фрезерная револьверная головка BMT55 с 12 позициями, встроенный шпиндель (максимальная скорость шпинделя 4000 об / мин), гидравлический проходной патрон и сервопрограммируемый шпиндель задней бабки. Станки, оснащенные структурой такого типа, обладают высокой точностью обработки и высокой эффективностью, а стабильная структура и модульная конструкция станка также повышают точность. Посетите East-cnc.com для получения более подробной информации.

На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Используйте надежные детали и компоненты, чтобы обеспечить Качество продукта.
Вы можете ожидать, что ваш заказ будет выполнен в течение 60 дней после размещения заказа.
Вы можете насладиться годичным многими для всех наших Produons.
sales@east-cnc.com
Район промышленности Шангмы, город Таканг, город Венлинг, Тайчжоу, Чжэцзян, Китай.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Производитель станка