



Связаться с нами
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Новости отрасли
 Дом / Новости / Новости отрасли / Токарный станок с субшпинделем: подробное руководство по эксплуатации и преимуществам
Дом / Новости / Новости отрасли / Токарный станок с субшпинделем: подробное руководство по эксплуатации и преимуществам  2025.09.05
2025.09.05
 Новости отрасли
Новости отрасли
Contents
А токарный станок с подшпинделем — это тип станка с ЧПУ, предназначенный для расширения диапазона операций, которые можно выполнить за один установ. В традиционных токарных станках с ЧПУ главный шпиндель удерживает заготовку и выполняет токарные операции. Однако когда сложные детали требуют обработки с обоих концов, оператору часто приходится перемещать заготовку вручную или перемещать ее на другой станок. Это прерывает рабочий процесс и увеличивает время обработки. Добавление контршпинделя предлагает решение, предоставляя вторичный патрон, который может удерживать, вращать и обрабатывать противоположную сторону заготовки.
Субшпиндель — это вторичный шпиндель, расположенный напротив главного шпинделя станка. Его часто устанавливают на оси скольжения, чтобы он мог приближаться к главному шпинделю, захватывать заготовку и втягиваться для выполнения обработки на задней стороне. В некоторых конфигурациях вспомогательный шпиндель имеет тот же диапазон скоростей и мощность, что и основной шпиндель, а в других конструкциях он немного меньше. Его основная функция — сократить количество вторичных наладок, повысить эффективность и поддерживать согласованность между операциями передней и задней обработки.
На токарно-винторезном станке с ЧПУ обработка обычно начинается на главном шпинделе. Заготовка зажимается и выполняются торцевые токарные, сверлильные или фрезерные операции. После их завершения вспомогательный шпиндель перемещается внутрь, синхронизирует вращение с основным шпинделем и захватывает деталь. После зажима деталь отсекается от прутка или заготовки, а вспомогательный шпиндель убирается, чтобы обеспечить возможность обработки с задней стороны. Этот процесс часто называют переносом детали.
Современные станки оснащены дополнительными инструментами, такими как приводные держатели инструмента, фрезерование по оси Y и приводной инструмент, что позволяет выполнять точение, фрезерование, сверление и нарезание резьбы за один цикл. Эта комбинация сокращает время наладки и повышает точность, поскольку оба конца заготовки обрабатываются без снятия с токарного станка.
Наличие контршпинделя повышает гибкость токарных центров с ЧПУ. Производители могут производить сложные компоненты с использованием меньшего количества машин, меньшего количества ручного труда и большей согласованности. Для таких отраслей, как автомобилестроение, аэрокосмическая промышленность и производство медицинского оборудования, эта возможность означает надежное производство высокоточных компонентов.
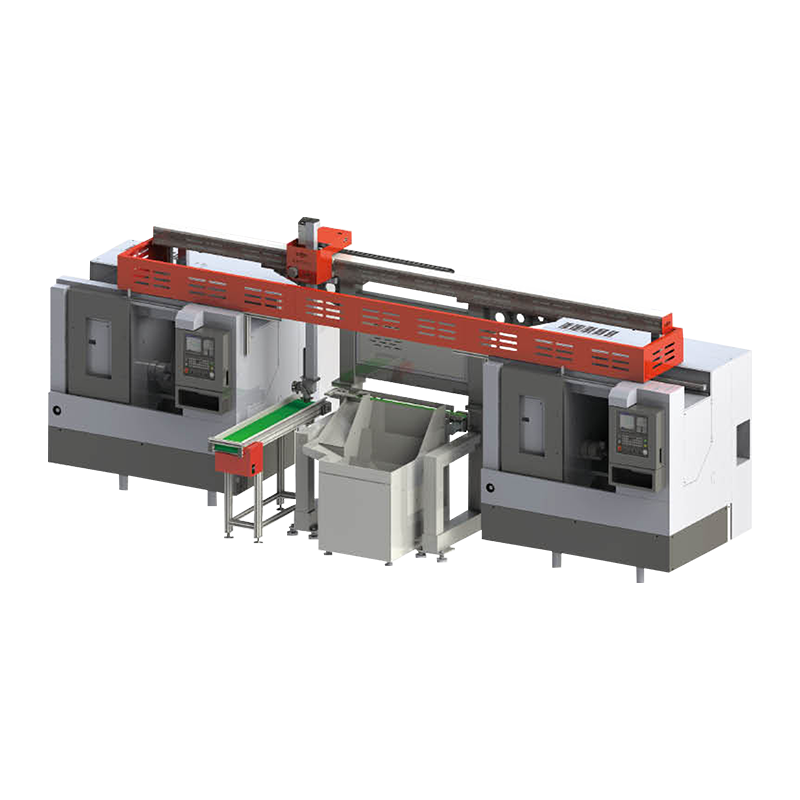
Рабочий процесс также становится более плавным, поскольку оператору не нужно вручную переворачивать или перемещать деталь. Благодаря субшпинделю токарный станок может автоматически обрабатывать оба конца, что позволяет выполнять непрерывные циклы и в некоторых случаях обработку без участия оператора. Это делает машину подходящей для средних и больших объемов производства.
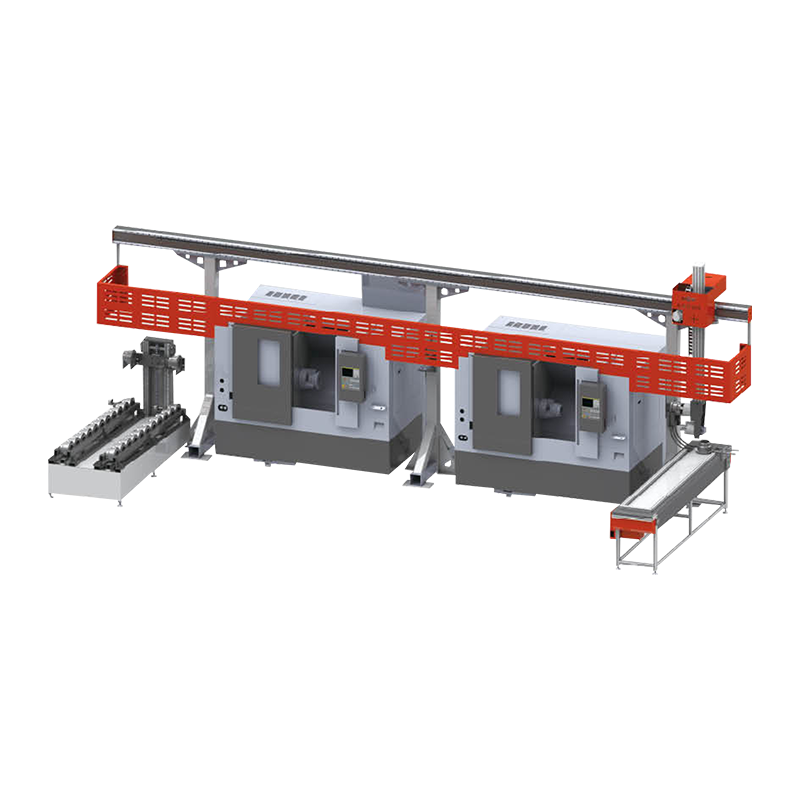
Важно различать двухшпиндельный станок и токарный станок с контршпинделем. В конструкции с двумя шпинделями оба шпинделя могут иметь одинаковую мощность и работать одновременно, что часто используется в современных многозадачных станках. С другой стороны, токарный станок с субшпинделем в основном использует вторичный шпиндель для обработки задней стороны и операций переноса. Хотя оба термина иногда используются как синонимы, разница обычно заключается в уровне баланса между двумя шпинделями и их предполагаемым назначением.
Для большего количества токарных операций достаточно контршпинделя для выполнения передней и задней обработки за один цикл. Двухшпиндельные станки чаще применяются, когда требуется синхронная обработка двух заготовок или сложные параллельные операции.
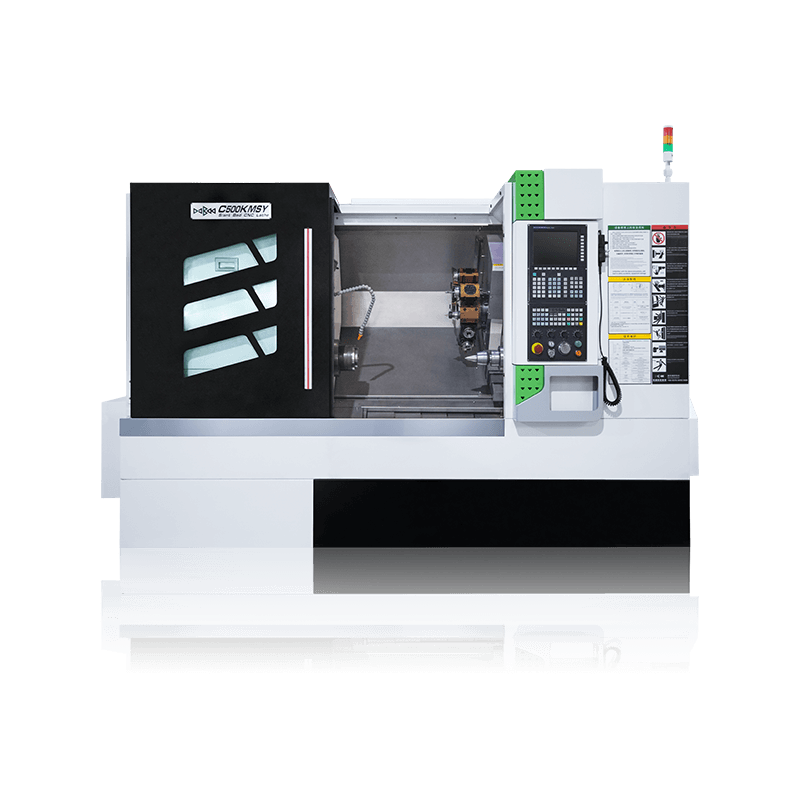
Е задний CNC C500KMSY — это прочный токарный станок с наклонной станиной, предназначенный для обработки в тяжелых условиях. Он имеет наклонную станину под углом 45° и круглую чугунную конструкцию, обеспечивающую исключительную жесткость и эффективное удаление стружки. Станок оснащен 10-дюймовым патроном, обеспечивающим максимальный диаметр обработки 430 мм и максимальную длину обработки 650 мм, что делает его пригодным для широкого спектра применений.
Ключевые характеристики включают револьверную головку с гидравлическим сервоприводом или револьверную головку с приводом по оси Y, обеспечивающую высокую точность позиционирования и быструю смену инструмента. Шпиндельная коробка оснащена высокожесткими двухрядными цилиндрическими роликоподшипниками и двунаправленными упорными радиально-упорными подшипниками, которые минимизируют тепловую деформацию и сохраняют стабильность шпинделя во время длительных операций.
Рекомендуемые продукты
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Используйте надежные детали и компоненты, чтобы обеспечить Качество продукта.
Вы можете ожидать, что ваш заказ будет выполнен в течение 60 дней после размещения заказа.
Вы можете насладиться годичным многими для всех наших Produons.
sales@east-cnc.com
Район промышленности Шангмы, город Таканг, город Венлинг, Тайчжоу, Чжэцзян, Китай.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Производитель станка