OEM C400K с ЧПУ наклонный турнир с высокой точностью Supplier


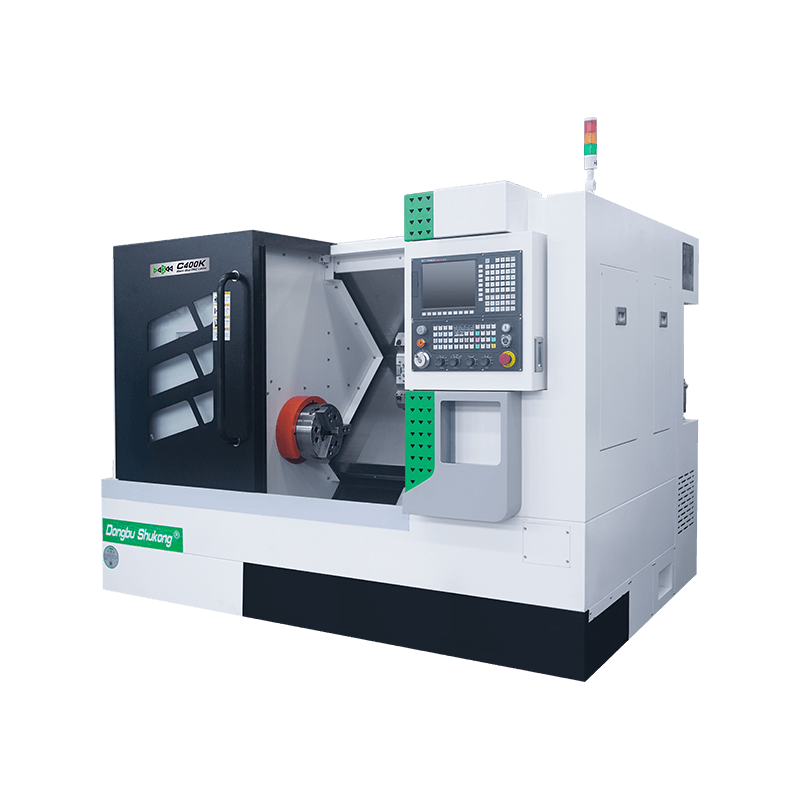
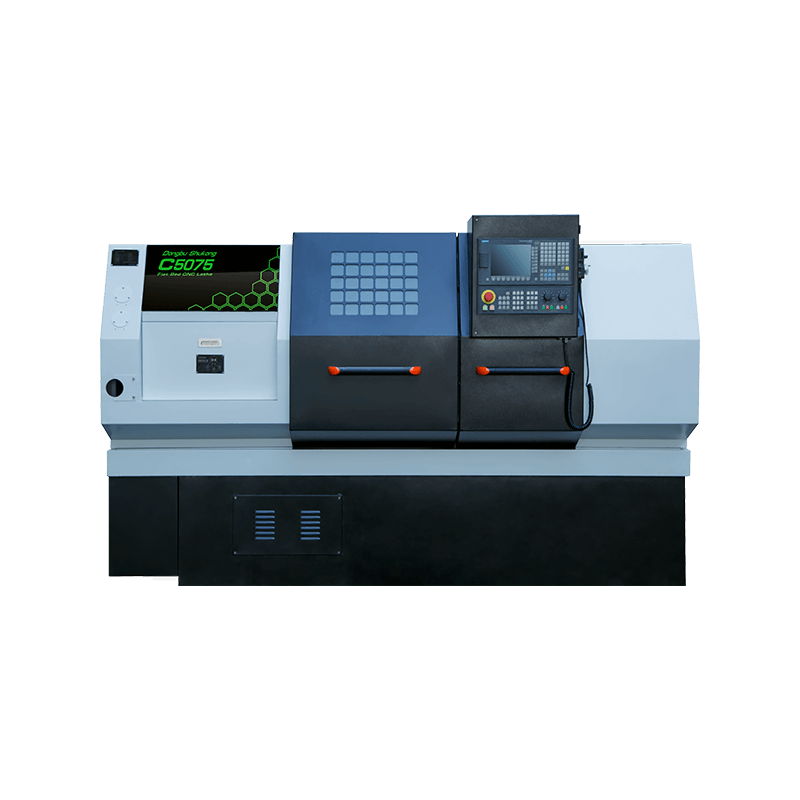
C400K с ЧПУ наклонный турнир с высокой точностью
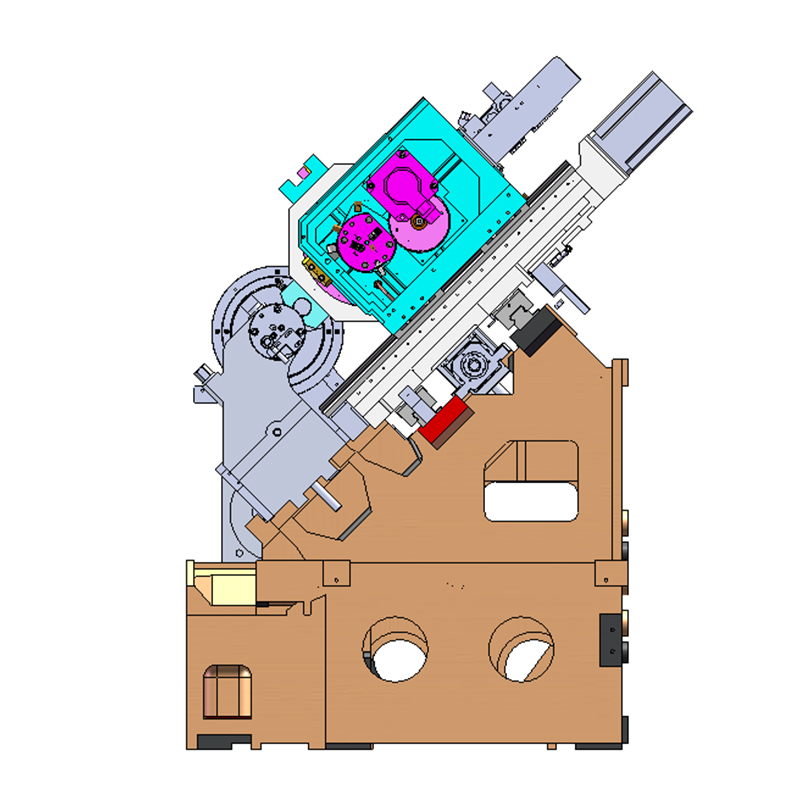
C400K CNC Clant Plant Tete с высокой точностью принимает интегрированную липутную конструкцию с наклонным кроватью и круглой полости, чтобы обеспечить тяжелые возможности резки.
| | Максимальный диаметр обработки: 320 мм |
| | Максимальная длина обработки: 450 мм |
| | Размер чая: 8 дюймов |



-
Подробные параметры
-
Видео -дисплей
C400K CNC Slant Bed Токарный станок введение
Кровать отличается с высококачественным смоловым песком, который имеет хорошую жесткость, хорошую амортизацию и снятие гладкого чипа. Подшипник шпинделя применяет цилиндрические подшипники роликов с двумя рядами и двунаправленные подшипники угловых контактов, которые имеют высокую жесткость. Рассеяние тепла принимает соответствующую конструктивную конструкцию, чтобы уменьшить тепловую деформацию шпинделя, так что шпиндель может поддерживать относительную стабильность оси шпинделя во время долгосрочной работы. C400K CNC Clant Plant Токарный станок с высокофункциональными планками серии с высокой точностью оснащены 8-12 серво-гидравлическими башенками. Быстрая индексация и позиционирование, высокая точность индексации. Хорошая жесткость поворота. Башня для инструментов имеет функцию выходов воды в центре инструмента, а давление на выходе воды высокое. Водяной резервуар, который обеспечивает центральную розетку с водой, имеет достаточную мощность, и во время обработки не будет прерывания потока. Он оснащен системой фильтрации и обладает высокой точностью фильтрации.
1. Токарный станок использует гидравлическую сервопривод с высокой точностью позиционирования, быстрым временем изменения инструмента и минимальной деформацией под тяжелой резкой.
2. Система передачи использует линейные роликовые руководства, импортированные с Тайваня для удовлетворения требований высокой скорости и высокой эффективности. Это снижает устойчивость к трению и деформацию, вызванную повышением температуры, повышает точность обработки и обеспечивает долгосрочную стабильность точности обработки резки.
3. Встроенная полностью закрепленная защита делает ее прочной, с стабильной работой и низким шумом. Он превосходит аналогичные продукты с точки зрения гидроизоляции, дренажа масла, пылеипродажи и производительности безопасности.
4. Машина с электрическим шкафом обладает хорошей производительностью герметизации и использует теплообменник для обеспечения нормальной работы в высокотемпературной и среде высокой влажности.
5. Чип -конвейер (необязательно) имеет преимущества снятия плавного чипа, компактного размера, высокой эффективности, стабильной доставки, низкого шума, а также защиты от перегрузки и т. Д.
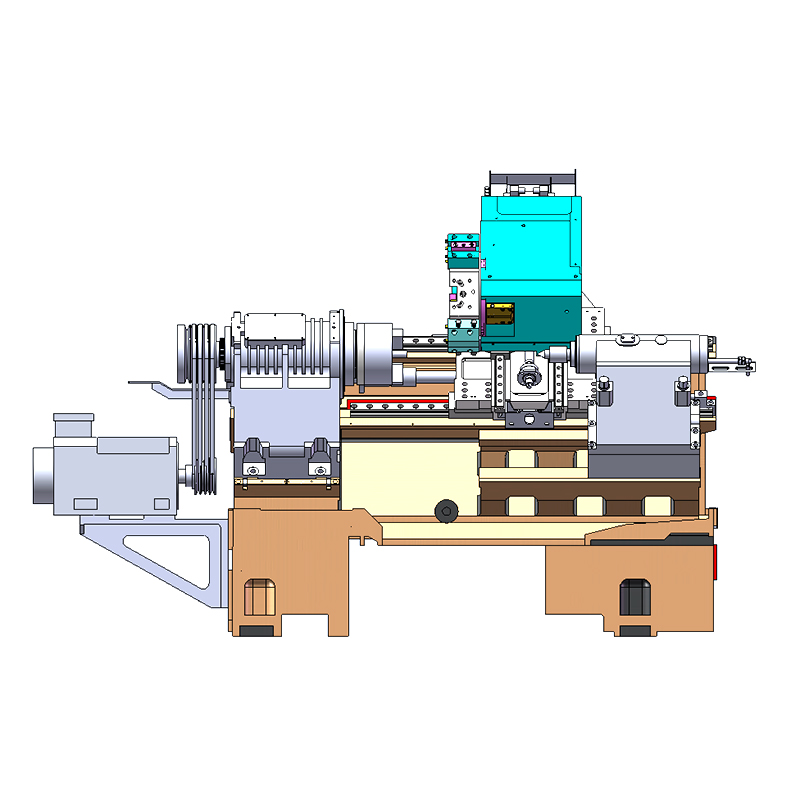
Описание основных структурных функций машинного инструмента
1 кровать
Кровать оснащена интегрированной 45-° наклонной громкой кровати. Кровать отличается с использованием высококачественного смоляного песка, предлагая превосходную жесткость, сопротивление вибрации и снятие гладкого чипа.
2 шпинделя
Подшипники корпуса шпинделя используют комбинацию цилиндрических подшипников с двойным рядовым роликами и двух направлений угловых контактных подшипников, обеспечивающих высокую жесткость. Структурная конструкция включает в себя меры по снижению тепловой деформации веретена, обеспечивая, чтобы шпиндель поддерживает относительную стабильность вдоль своей оси во время длительной работы.
Структурная конструкция для минимизации тепловой деформации шпинделя, обеспечивая относительную стабильность оси шпинделя во время длительной работы.
3 Система подачи
Сервуары сервозионных оси x и z напрямую подключены к точному шариковым винтам с помощью упругих муфт, предлагая высокую точность. Шаровые винты закреплены на обоих концах, усиливая
Подпорная жесткость сидений подшипника, тем самым сводя к минимуму искажения и деформации, вызванные частым высокоскоростным позиционированием и тяжелой резкой. Подшипники представляют собой специализированные 60-градусные угловые контактные точные подшипники для шариковых винтов, предлагающих высокую скорость и точность.
4 слайд
Система передачи использует импортированные тайваньские линейные гиды для прокатки для удовлетворения высокоскоростных и эффективных требований, снижая устойчивость к трению и деформацию, вызванную температурой, тем самым повышая точность обработки и обеспечивая долгосрочную стабильность точности резки.
5 инструментальная башня
Серия полностью функциональных токарных станков оснащена 8-12 серво-гидравлическими тарелями инструментов. Они оснащены быстрым позиционированием индексации, высокой точностью индексации и превосходной жесткостью поворота.
Башня для инструментов оснащена функцией подачи центральной охлаждающей жидкости, обеспечивающей высокое давление охлаждающей жидкости. Емкость бака охлаждающей жидкости достаточна для предотвращения прерывания потока охлаждающей жидкости во время обработки, и он оснащен системой фильтрации для высокой точности фильтрации.
6 Гидравлическая система
Гидравлическое заживание чака, выпуск и расширение/отвлечение из рукава хвостовой кости можно контролировать как командами программы, так и с помощью педалей ног, предлагая удобство и эффективность. Регулировка гидравлического давления контролируется с помощью вращающихся ручек, установленных на панели, с помощью циферблатных дисплеев, обеспечивая безопасную и удобную работу.
Гидравлическое зажим с чаком, выпуск и удлинитель/втягивание рукава хвостовой стажи можно контролировать с помощью педали ног в дополнение к управлению программой, предлагая удобство и эффективность. Гидравлические регулировки давления выполняются с использованием вращающихся ручек, установленных на панелях, с циферблатными дисплеями, обеспечивая безопасную и удобную работу.
7 Система смазки
В машинном инструменте используется автоматическая централизованная система смазки с поставленным и доклоненным подачей масла. Дистрибьютор масла регулирует давление питания в соответствии с требованиями давления в различных точках смазки, чтобы обеспечить адекватную смазку для всех точек смазки (таких как направлением, вставки, свинцовые винты, гайки и т. Д.).
Также предоставляется функция тревоги системы смазки.
8 Система охлаждения
Токарный станок с ЧПУ для наклонного кровати имеет полную защиту направляющих, с резервуаром охлаждающей жидкости и чипсовым конвейером, отделенными от основной машины, чтобы предотвратить эффекты тепловой резки от влияния точности машины.
9 Электрическая система
Электрический шкаф с помощью машинного инструмента имеет превосходную производительность герметизации и оснащен электрическим шкафом для кондиционера, чтобы система с ЧПУ обычно работала в средах высокой температуры и высокой влажности.
10 мер по предотвращению лимит
Устройства профилактики столкновения резинового буфера устанавливаются на сиденья подшипника на положительных и отрицательных положениях перемещения оси, чтобы обеспечить окончательную защиту для паров с двойным ореховым шариком от поврежденных столкновений в ненормальных условиях.
11 Безопасность
Стандартный инструмент оснащен полностью закрытой внутренней конструкцией листового металла и полностью закрытой конструкцией внешнего листового металла с толщиной листового металла не менее 2 мм. Во время работы станок остается свободным от деформации и вибрации.
Внутренние защитные чехлы из нержавеющей стали используются для направлений, свинцовых винтов, гайков и подшипников. Удаление чипа и очистка мусора удобны.
Главные детали машины с токарным станком
ШпиндельПодшипник шпинделя имеет структуру коротких цилиндрических роликовых подшипников с двумя рядовыми. Эта конфигурация позволяет ему достичь высокой точности и жесткости, тем самым обеспечивая долгосрочную точность и стабильность во время тяжелых операций резания. Скорость шпинделя: 3000 об / мин; 2500 об / мин БабаУлучшения вносятся в воздуходувший воздуходувший воздух с тепловой диссипацией и радиатор шпинделя, снижая повышение температуры шпинделя на 15%. | 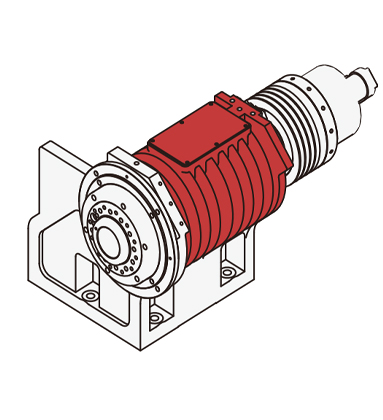 |
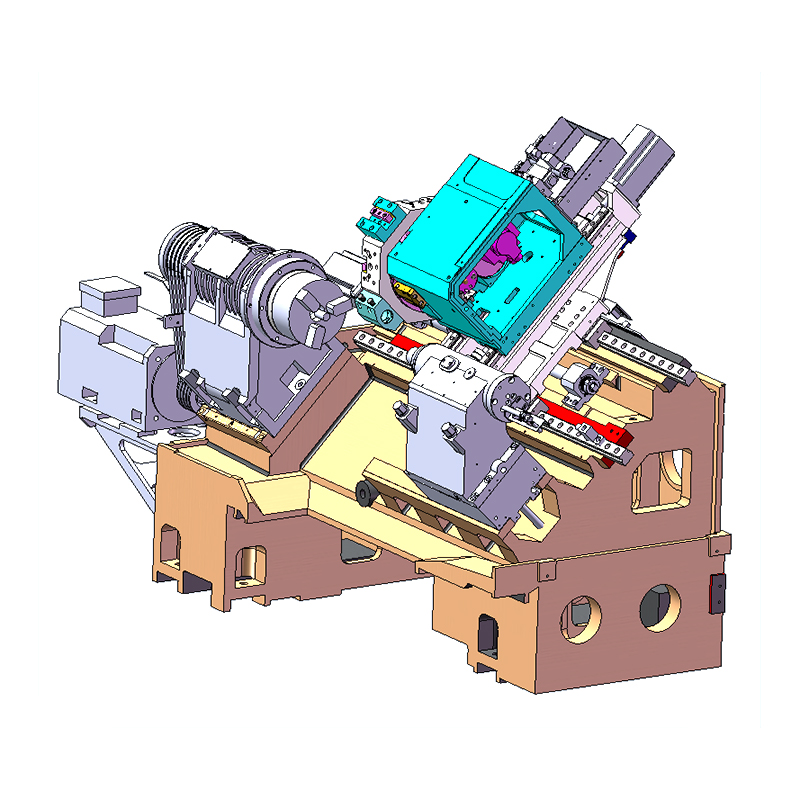
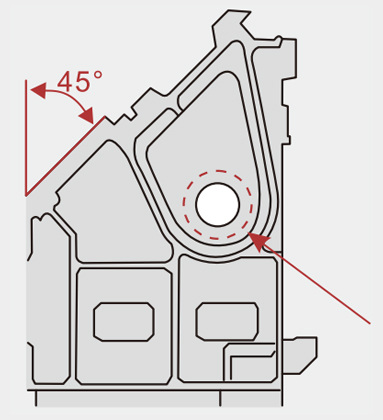 | 45 ° интегрально наклонная структура слояЭта структура обеспечивает высокую стабильность и жесткость во время работы станка, а также стабильность массового качества продукции. При многочисленных обработках старения стабильность и жесткость машинного инструмента значительно повышены. Структура кастингаИспользуя круговую конструкцию полости, жесткость машины увеличивается на 1/3 с той же нагрузкой и тем же размером машины.
|
Интегрированный поддонИнтегрированная конструкция моторной основы и слайд -пластина имеет превосходную прочность, которая уменьшает ошибку точной сборки и обеспечивает точность машины. X/z Ось оси: 200/500 мм; 200/1100 мм X/z-ось быстрая скорость траверса: 20/25 м/мин | 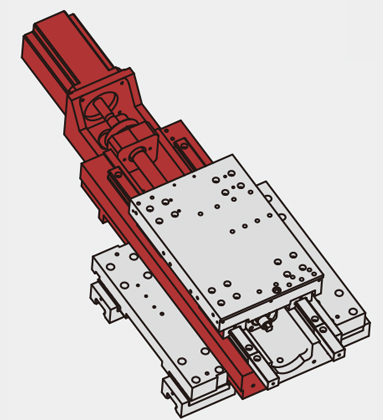 |
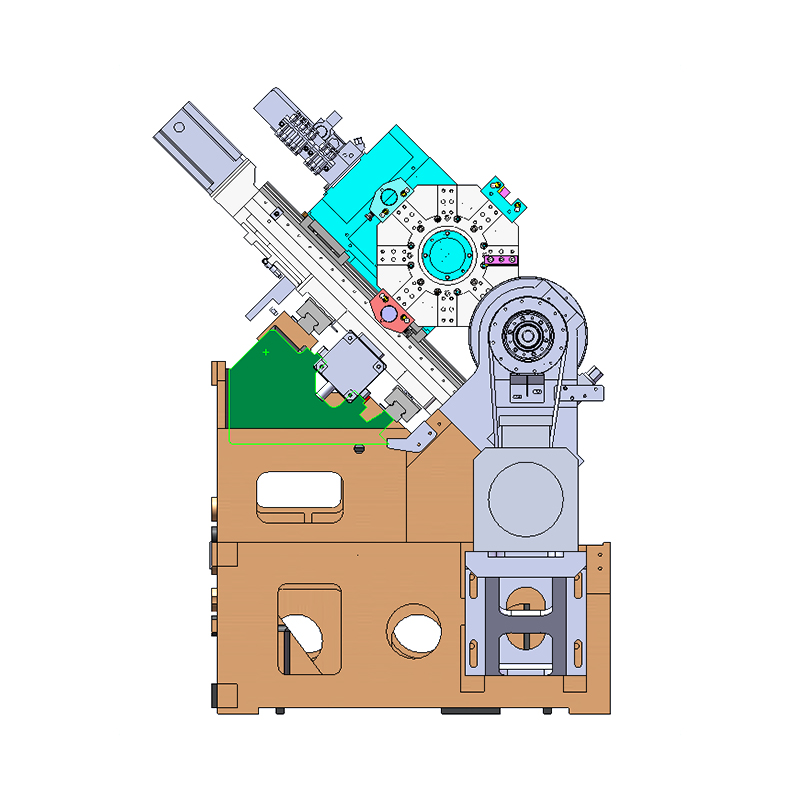
Уклонный турнир с ЧПУ.
Принимает 45 ° машинного слоя, высокая жесткость с гидравлическим сервоприводом 8/12 инструмента после башни, с сервоприводом, гидравлическим через патрон и гидравлическим хвостовым баком, подходящим для обработки тяжелой режущей вала и проработки пластины.
| Стандартный | Необязательный |
| 1. Siemens 808D Аdvanced Control System | 1. Fanuc 0i-TF Plus Система управления |
| 2. А2-6 | 2. Siemens 828d базовая система управления |
| 3. Сервопривод | 3. Система управления Syntec 22TB |
| 4. Гидравлический через Чак 8 -дюймовый | 4. GSK 988TА Абсолютная система управления |
| 5. Гидравлический сервоприводы 8/12 инструмент Post Башня | 5. Встроенный шпиндель, максимум 4000 об / мин |
| 6. Гидравлическая хвостовая стук | 6. Шпиндельная голова типа A2-8 |
| 7. Roller Linear Guiddway | 7. 12 Post -Diven Tool Башня (BMT45) |
|
| 8. Гидравлический через Чак 8 -дюймовый |
|
| 9. REENISHAW AUTO SETTER STATER |
|
| 10. Auto Bar Feeder |
|
| 11. Нефтяной скиммер |
|
| 12. Чип -конвейер |
|
| 13. Сервопрограммируемая хвостовая стука (Hailstock Travel: 280 мм) |
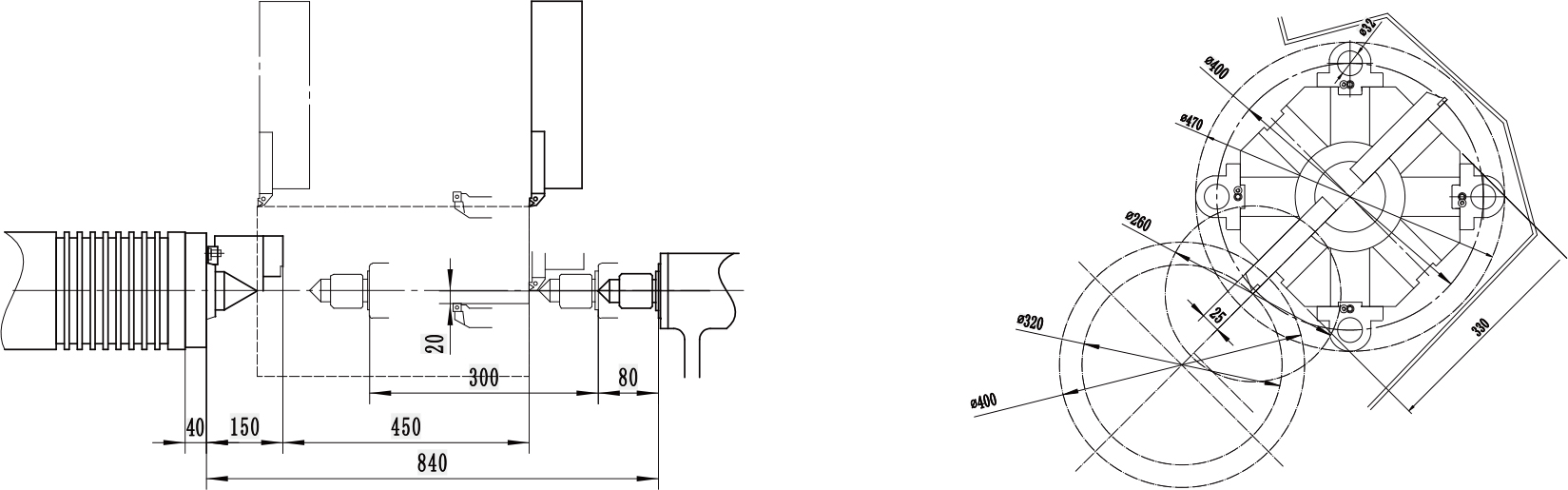
C400K Спецификация наклонной кровати
| Конфигурация | C400K | |||
| Обработка | Максимальный качание по кровати | φ/мм | 400 | |
| Максимальный качание над слайдом | φ/мм | 250 | ||
| Максимальная длина обработки | мм | 450 | Необязательно 420 | |
| Максимальный диаметр обработки | φ/мм | 320 | ||
| Максимальный диаметр стержня | φ/мм | 50 | Необязательно 74 | |
| Сервопривод | Шпинделя типа головы | GB59001 | A2-6 | Необязательно A2-8 |
| Шпиндель конусное отверстие | φ/мм | 62 | Необязательно 86 | |
| Диапазон скорости веретена | R/мин | 50-3000 | Необязательно 50-2500 | |
| Режим сдвига шпинделя | Сервоприводный | |||
| Выходной момент шпинделя | N · m | 150 | ||
| Основная мощность двигателя | кВт | 11 | ||
| Тип чая | Гидравлический через Чака | |||
| Размер чая | дюйм | 8 " | Необязательно 10 | |
| Скорость корма | Быстрая скорость траверса на оси x | м/мин | 20 | |
| Быстрая скорость траверса на оси Z | м/мин | 25 | ||
| Крутящий момент сервопривода на оси x | N · m | 7.5 | ||
| Крутящий момент серво-двигательного момента на оси Z | N · m | 7.5 | ||
| X-ось путешествие | мм | 200 | ||
| Z-ось путешествие | мм | 500 | Необязательно 425 | |
| Тип руководства | Роллер Линейный направляющий | |||
| Башня | Тип башни | Гидравлический сервоприводы 8/12 инструмент после башни | ||
| Поворот инструментов/скучный размер бара | мм | 25 × 25/φ32 | ||
| Хвост | Тип хвостовой леса | Гидравлический | ||
| Диаметр рукава хвоста | φ/мм | 88 | ||
| Путешествие хвостовой стук | мм | 80 | ||
| Внутренняя конус | MT5 | |||
| Источник питания | Общая номинальная мощность | КВА | 18 | |
| Общий рейтинг тока | A | 35 | ||
| Измерение | Вес машины | кг | 3500 | Дополнительный 3550 |
| Машино -измерение | L*w*h (мм) | 2620 × 1880 × 1870 | ||
Обратите внимание, что могут быть небольшие различия в внешности и параметрах в зависимости от ваших вариантов.
Инструментальная интерферограмма
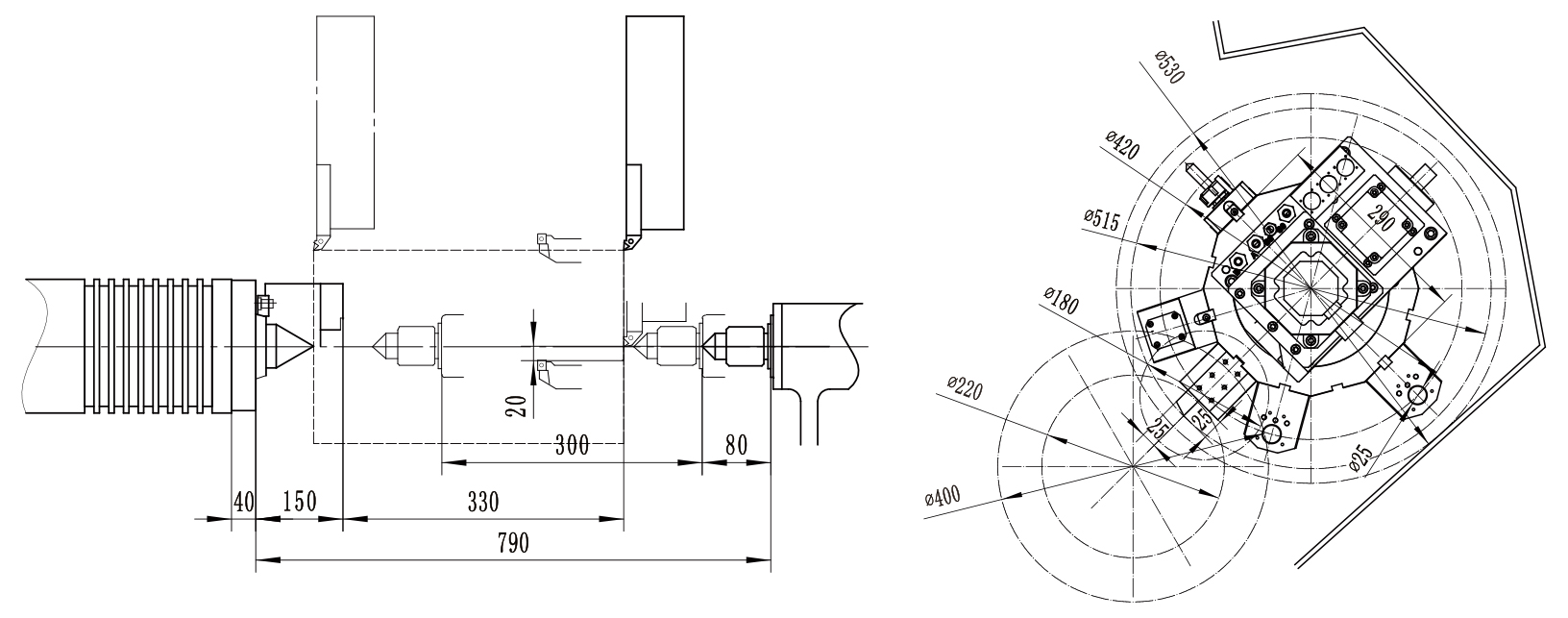
C400KA2-6 Спецификация наклонной кровати
| Обработка | Конфигурация | C400KA2-6 (с управляемой башней для инструментов) | ||
| Максимальный качание по кровати | φ/мм | 400 | ||
| Максимальный качание над слайдом | φ/мм | 250 | ||
| Максимальная длина обработки | мм | 340 | Необязательно 315 | |
| Максимальный диаметр обработки | φ/мм | 320 | ||
| Максимальный диаметр стержня | φ/мм | 50 | ||
| Сервопривод | Шпинделя типа головы | GB59001 | A2-6 | |
| Шпиндель конусное отверстие | φ/мм | 62 | ||
| Диапазон скорости веретена | R/мин | 50-3000 | ||
| Режим сдвига шпинделя | Сервоприводный | |||
| Выходной момент шпинделя | N · m | 150 | ||
| Основная мощность двигателя | кВт | 11 | ||
| Тип чая | Гидравлический через Чака | |||
| Размер чая | дюйм | 8 " | Необязательно 10 ' | |
| Скорость корма | Быстрая скорость траверса на оси x | м/мин | 20 | |
| Быстрая скорость траверса на оси Z | м/мин | 25 | ||
| Крутящий момент сервопривода на оси x | N · m | 7.5 | ||
| Крутящий момент серво-двигательного момента на оси Z | N · m | 7.5 | ||
| X-ось путешествие | мм | 150 | ||
| Z-ось путешествие | мм | 400 | Необязательно 37 | |
| Тип руководства | Роллер Линейный направляющий | |||
| Turret | Тип башни | 12 Post -Diven Tool Turret (BMT45) | ||
| Поворот инструментов/скучный размер бара | мм | 20 × 20/φ32/er25 | ||
| Хвост | Тип хвостовой леса | Гидравлический | ||
| Диаметр рукава хвоста | φ/мм | 88 | ||
| Путешествие в рукаве хвоста | мм | 80 | ||
| Внутренняя конус | MT5 | |||
| Источник питания | Общая номинальная мощность | КВА | 18 | |
| Общий рейтинг тока | A | 35 | ||
| Измерение | Вес машины | кг | 3550 | Необязательно 360c |
| Машино -измерение | L*w*h (мм) | 2620 × 1880 × 1870 | ||
Обратите внимание, что могут быть небольшие различия в внешности и параметрах в зависимости от ваших вариантов.
Инструментальная интерферограмма
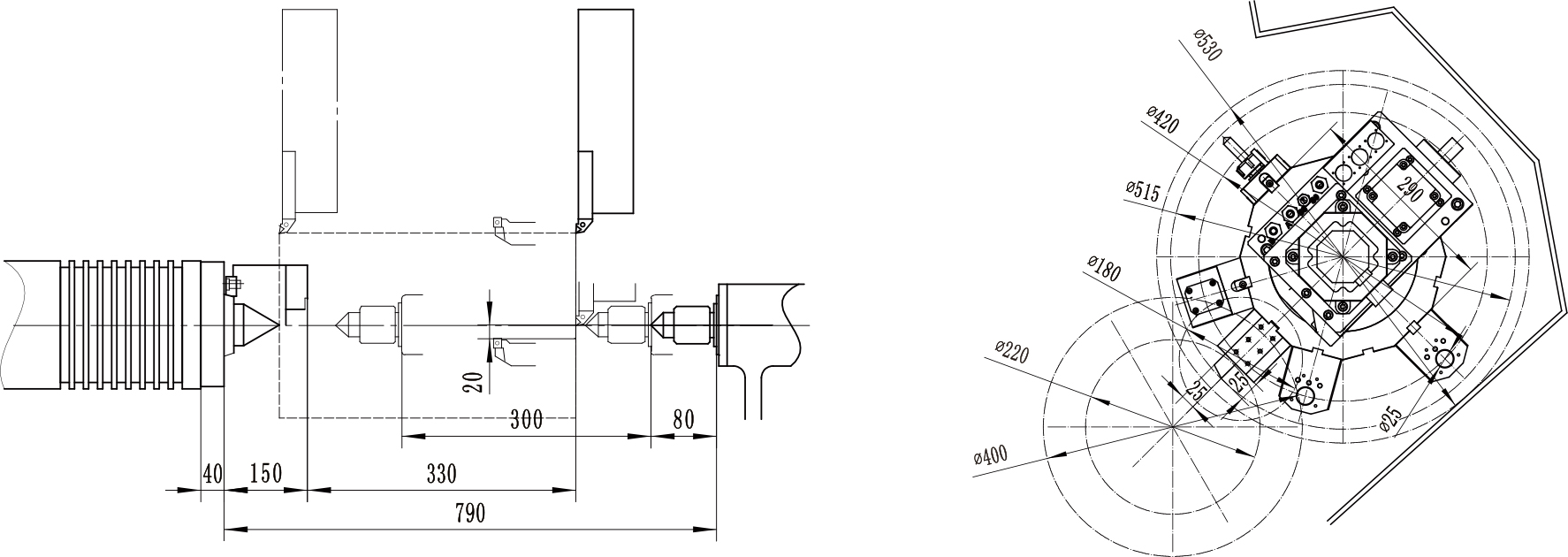
C400KA2-8 Спецификация наклонной кровати
| Конфигурация | C400KA2-8 (с приводной башней инструментов) | ||
| Обработка | Максимальный качание по кровати | φ/мм | 400 |
| Максимальный качание над слайдом | φ/мм | 250 | |
| Максимальная длина обработки | мм | 315 | |
| Максимальный диаметр обработки | φ/мм | 320 | |
| Максимальный диаметр стержня | φ/мм | 74 | |
| Сервопривод | Шпинделя типа головы | GB59001 | A2-8 |
| Шпиндель конусное отверстие | φ/мм | 86 | |
| Диапазон скорости веретена | R/мин | 50-2500 | |
| Режим сдвига шпинделя | Сервоприводный | ||
| Выходной момент шпинделя | N · m | 150 | |
| Основная мощность двигателя | кВт | 11 | |
| Тип чая | Гидравлический через Чака | ||
| Размер чая | дюйм | 10 " | |
| Скорость корма | Быстрая скорость траверса на оси x | м/мин | 20 |
| Быстрая скорость траверса на оси Z | м/мин | 25 | |
| Крутящий момент сервопривода на оси x | N · m | 7.5 | |
| Крутящий момент серво-двигательного момента на оси Z | N · m | 7.5 | |
| X-ось путешествие | мм | 150 | |
| Z-ось путешествие | мм | 375 | |
| Тип руководства | Роллер Линейный направляющий | ||
| Turret | Тип башни | 12 Post -Diven Tool Turret (BMT45) | |
| Поворот инструментов/скучный размер бара | мм | 20 × 20/φ32/er25 | |
| Хвост | Тип хвостовой леса | Гидравлический | |
| Диаметр рукава хвоста | φ/мм | 88 | |
| Путешествие в рукаве хвоста | мм | 80 | |
| Внутренняя конус | MT5 | ||
| Источник питания | Общая номинальная мощность | КВА | 18 |
| Общий рейтинг тока | A | 35 | |
| Измерение | Вес машины | кг | 3630 |
| Машино -измерение | L*w*h (мм) | 2620 × 1880 × 1870 | |
Обратите внимание, что могут быть небольшие различия в внешности и параметрах в зависимости от ваших вариантов.
Инструментальная интерферограмма
C400K CNC Slant Late Stane Applicate



ПОДДЕРЖИВАТЬ СВЯЗЬ
О нас

Taizhou Eastern CNC Technology Co., Ltd.
Мы известный бренд и профессионал wholesale C400K с ЧПУ наклонный турнир с высокой точностью из C400K с ЧПУ наклонный турнир с высокой точностью in ChinaПолем Он стремится предоставить профессиональные машины и решения для производственных приложений для глобальных пользователей и активно обеспечивает настройку. У него более 650 сотрудников. Благодаря различным моделям и более чем 40 производным продуктам, мы стремимся к достижению цели по созданию «создания известного бренда в производственной промышленности машинного оборудования».
Сертификат чести


Новости
-
Введение За последние два года многие малые и средние механические цеха столкнулись с общим набором проблем: сложностью найма квалифицированной рабочей силы, сокращением размеров партий и ...
Прочитайте больше -
Обзор Поговорите с любым, кто на самом деле руководил токарный станок по металлу зарабатывать на жизнь, и снова и снова возникает одна мысль: ошибиться с машиной, и каждый следу...
Прочитайте больше -
Аннотация Двухревольверные токарные станки с ЧПУ и двухшпиндельные токарные станки с ЧПУ — это две конфигурации станков, которые часто обсуждаются вместе в области производства пр...
Прочитайте больше -
Аннотация Поскольку спрос на прецизионное производство продолжает расти, токарные станки с осью Y все чаще становятся центром внимания производственных предприятий. По сравнению...
Прочитайте больше -
В апреле 2026 года в Шанхае успешно завершилась 14-я Китайская выставка станков с ЧПУ (CCMT2026). Мероприятие собрало множество известных отечественных и международных предприятий в секторе стан...
Прочитайте больше
Как купить машины с ЧПУ
-
01
Связаться с нами
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
-
02
Получите бесплатную цитату
Используйте надежные детали и компоненты, чтобы обеспечить Качество продукта.
-
03
Быстрая доставка
Вы можете ожидать, что ваш заказ будет выполнен в течение 60 дней после размещения заказа.
-
04
Поддержка после продажи
Вы можете насладиться годичным многими для всех наших Produons.
-

-

sales@east-cnc.com
-

Район промышленности Шангмы, город Таканг, город Венлинг, Тайчжоу, Чжэцзян, Китай.
-

Продукция
Сообщение
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Производитель станка