


Связаться с нами
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Новости отрасли
 Дом / Новости / Новости отрасли / Токарные станки с осью Y и традиционные токарные станки с ЧПУ: 10 ключевых отличий, которые производители должны знать
Дом / Новости / Новости отрасли / Токарные станки с осью Y и традиционные токарные станки с ЧПУ: 10 ключевых отличий, которые производители должны знать  2026.06.19
2026.06.19
 Новости отрасли
Новости отрасли
Contents
Поскольку спрос на прецизионное производство продолжает расти, токарные станки с осью Y все чаще становятся центром внимания производственных предприятий. По сравнению с традиционными токарными станками с ЧПУ, токарные станки с осью Y имеют третью ось движения, что значительно расширяет диапазон операций обработки, которые можно выполнить за один установ. В этой статье систематически описываются ключевые различия между этими двумя типами оборудования по десяти измерениям, помогая лицам, принимающим решения о закупках, и инженерам получить более четкое представление о технической ценности и сценариях применения токарных станков с осью Y.
В области обработки с ЧПУ обычные токарные станки обычно имеют две оси движения: ось X (радиальная подача) и ось Z (осевая подача). Токарный станок с осью Y основывается на этом, добавляя ось Y, перпендикулярную плоскости X-Z, что позволяет режущему инструменту свободно перемещаться в трехмерном пространстве.
Это структурное усовершенствование позволяет токарному станку выйти за рамки обработки внешних поверхностей, внутренних отверстий и резьбы на вращающихся деталях; он также позволяет выполнять такие операции, как фрезерование, сверление и нарезание резьбы, на одном станке, что действительно обеспечивает токарно-фрезерную обработку композитных материалов. В токарных станках с осью Y часто используется конструкция с наклонной станиной (обычно с углом наклона от 30° до 45°), что повышает жесткость конструкции, улучшает эвакуацию стружки и обеспечивает стабильную геометрическую основу для движения по оси Y.
Традиционные токарные станки с ЧПУ в основном имеют две оси (X и Z), а некоторые модели оснащены осью C для индексации. Напротив, токарные станки с осью Y стандартно поставляются с одновременным движением по осям X, Y и Z; в сочетании с осью C и револьверной головкой с приводным инструментом они образуют комплексную многоосную систему обработки. Увеличенное количество осей напрямую определяет геометрическую сложность деталей, которые может изготовить станок.
На традиционных токарных станках с ЧПУ, если смещенные от центра отверстия или боковые детали требуют фрезерования после процесса токарной обработки, заготовку обычно необходимо передать в обрабатывающий центр для вторичной настройки. Токарные станки с осью Y могут выполнять точение, фрезерование, сверление и нарезание резьбы за один установ, сокращая перемещение заготовок между станками и эффективно сводя к минимуму совокупные ошибки, вызванные несколькими установами.
В этом заключается явная разница в возможностях токарных станков с осью Y и традиционных токарных станков. Для деталей, требующих отверстий, пазов или плоских поверхностей в нецентральных местах, традиционные токарные станки полагаются исключительно на вращение по оси C для позиционирования, что накладывает существенные ограничения на обработку нецентральных элементов. Добавление оси Y позволяет инструменту двигаться линейно в радиальном направлении, отвечая геометрическим требованиям для фрезерования и сверления со смещением от центра.
Поскольку токарные станки с осью Y сокращают количество раз, когда заготовку необходимо перемещать, относительная точность позиционирования между элементами обычно лучше, чем у традиционных процессов, включающих несколько установок. Это преимущество особенно существенно для прецизионных деталей с допусками в пределах 0,01 мм.
Традиционные токарные станки с ЧПУ превосходно справляются с массовым производством вращающихся деталей, таких как валы и диски, предлагая простые конструкции и быстрое время цикла. Токарные станки с осью Y лучше подходят для деталей сложной формы и разнообразных функций, таких как корпуса насосов со смещенными от центра отверстиями, фитинги с боковыми пазами и медицинские имплантаты, требующие многосторонней обработки.
Токарные станки с осью Y обычно имеют наклонную станину с углами наклона станины от 30° до 45°. Конструкции с наклонной станиной превосходят конструкции с плоской станиной с точки зрения эвакуации стружки под действием силы тяжести, контроля тепловой деформации в шпинделе и общей жесткости. Традиционные токарные станки с ЧПУ преимущественно имеют плоскую или пологую станину; хотя они обеспечивают более низкие производственные затраты, их жесткость несколько недостаточна для тяжелых условий непрерывной резки.
Токарные станки с осью Y обычно оснащены револьверными головками с приводным инструментом, где вращающиеся инструментальные станции приводят в движение такие инструменты, как фрезы и сверла. Традиционные токарные станки с ЧПУ, в которых отсутствуют револьверные головки с приводным инструментом, не могут выполнять фрезерные операции. Комбинация револьверной головки с приводным инструментом и оси Y служит основой аппаратного обеспечения, обеспечивающей возможности токарно-фрезерной обработки токарных станков с осью Y.
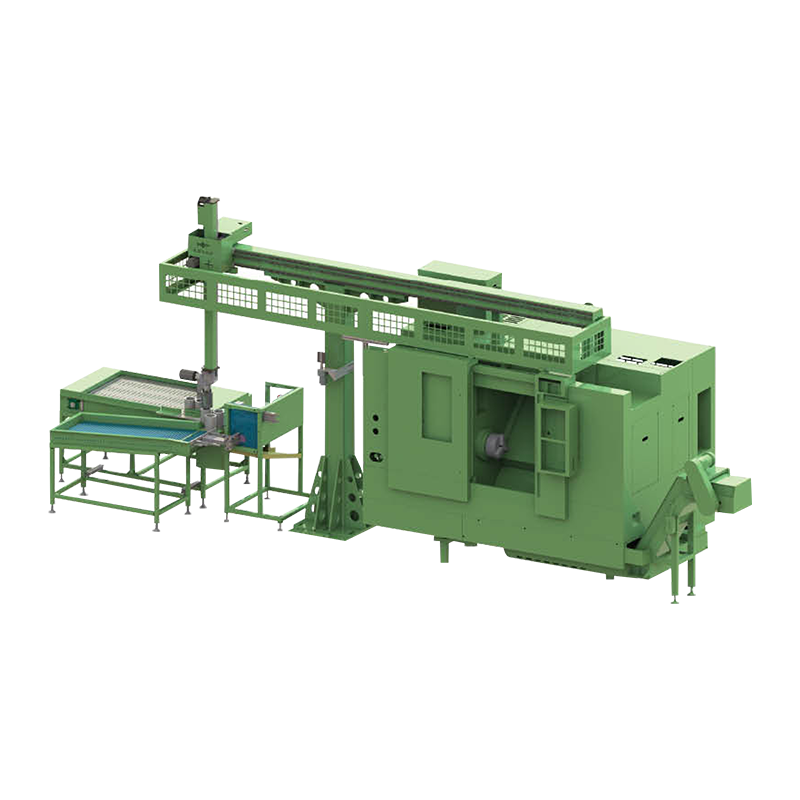
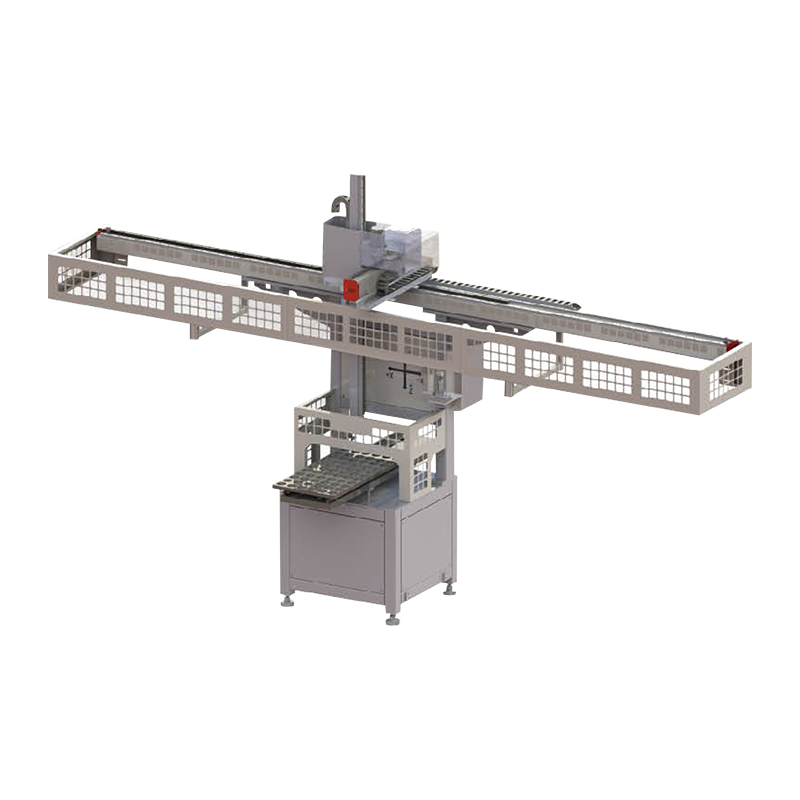
Некоторые токарные станки с осью Y имеют дополнительный субшпиндель, позволяющий автоматически переносить детали с главного шпинделя на субшпиндель для обработки задней стороны без ручного вмешательства. Эта конфигурация обеспечивает значительные преимущества в эффективности при полностью автоматизированном производстве небольших прецизионных деталей. Традиционные токарные станки с ЧПУ предлагают относительно ограниченную поддержку интеграции субшпинделя.
Из-за своей сложной конструкции и высокого уровня функциональной интеграции токарные станки с осью Y обычно имеют более высокую первоначальную стоимость покупки, чем традиционные токарные станки с ЧПУ аналогичных характеристик. Однако, если рассматривать весь жизненный цикл производства, сокращение количества машин, инвестиций в оснастку и приспособления, потребности в персонале и затрат на логистику/обработку часто дает комплексное преимущество в затратах в средне- и долгосрочной перспективе, что делает их особенно подходящими для крупносерийного мелко- и среднесерийного производства.
Традиционные токарные станки с ЧПУ имеют относительно простую структуру программ, что позволяет операторам быстро освоить их. Токарные станки с осью Y требуют многоосного скоординированного программирования и требуют надежной поддержки программного обеспечения CAM; программисты должны обладать знаниями в области токарно-фрезерной обработки. Однако по мере того, как основное программное обеспечение CAM продолжает улучшать поддержку многоосной токарной обработки, этот барьер для входа постепенно снижается.

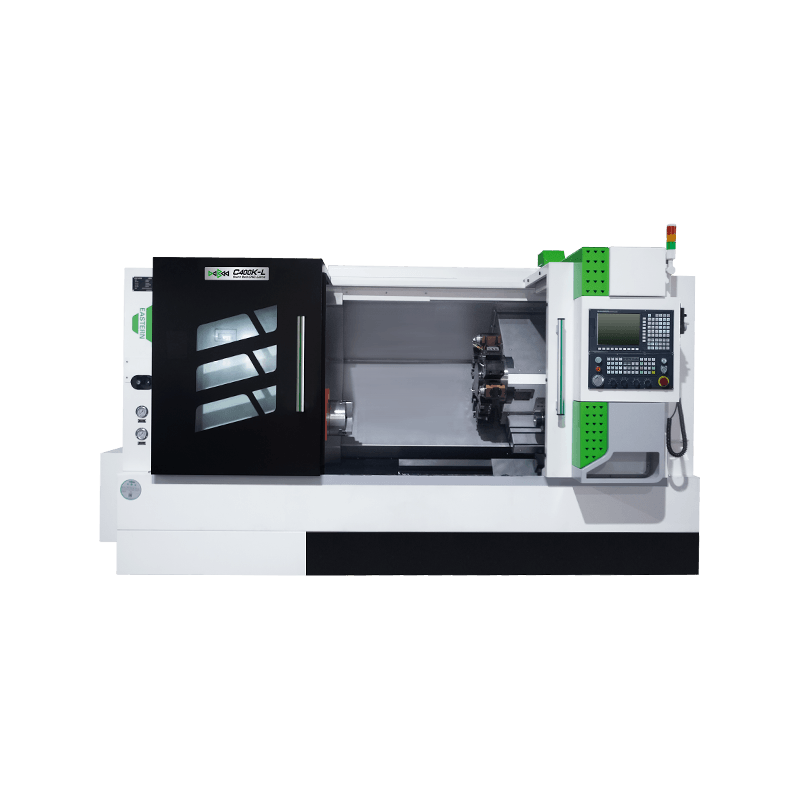
Токарный станок Dongbu с ЧПУ с наклонной станиной по оси Y (например, серия 200MSY/100MSY) представляет собой многозадачный станок, который объединяет возможности токарной и фрезерной обработки, что делает его идеальным для обработки различных компонентов валов и дисков. Эта серия имеет наклон станины под углом 30–35°, что эффективно улучшает эвакуацию стружки, поддерживает чистоту зоны обработки и повышает общую жесткость конструкции.
Его основная сила заключается в высокожесткой интерполяционной структуре оси Y. Координируя ось X со вспомогательной осью, станок обеспечивает точное фрезерование со смещением от центра, сверление и нарезание резьбы. Это позволяет выполнять несколько процессов, таких как токарная обработка, фрезерование и сверление, за одну установку, что значительно снижает необходимость повторного зажима и улучшает согласованность деталей. Кроме того, он оснащен высокоточным синхронным встроенным шпинделем с постоянными магнитами, револьверной головкой BMT с приводным инструментом и линейными направляющими роликового типа, что обеспечивает стабильную производительность резки и высокую повторяемость.
Дополнительная конфигурация противошпинделя дополнительно поддерживает одновременную обработку с обеих сторон, что делает ее подходящей для автомобильных компонентов, деталей аэрокосмической промышленности и общего машиностроения. Станок удобен в использовании, совместим с различными системами ЧПУ и занимает небольшую площадь; он эффективно повышает эффективность производства, одновременно снижая общие затраты на обработку, что делает его надежным выбором для обработки сложных деталей малыми и средними партиями.
Токарные станки с осью Y широко используются в следующих отраслях:
Для деталей в этих отраслях, требующих высокой точности и интеграции множества функций, широкие возможности обработки токарного станка с осью Y часто превосходят подход разделения процесса, заключающийся в сочетании традиционных токарных станков с обрабатывающими центрами.
Ось Y на токарном станке является третьей осью движения, перпендикулярной традиционным осям X (радиальное направление) и оси Z (осевое направление). Это позволяет режущему инструменту двигаться линейно в горизонтальной плоскости, обеспечивая геометрическую основу для невращательных операций обработки, таких как фрезерование со смещением от центра и боковое сверление.
Основная функция оси Y на токарном станке с ЧПУ — смещение инструмента от центральной линии шпинделя в любое радиальное положение, что позволяет выполнять такие операции, как обработка отверстий со смещением от центра, фрезерование пазов и торцевое фрезерование. В отличие от использования исключительно вращательного позиционирования по оси C, ось Y обеспечивает истинное линейное смещение, что приводит к повышению точности обработки и расширению диапазона геометрических возможностей.
Токарный станок с осью Y — это, по сути, платформа токарного станка с дополнительными функциями оси Y, предназначенная в первую очередь для деталей, где токарная обработка является доминирующим процессом, а фрезерование — второстепенным. Напротив, токарно-фрезерный центр имеет более полную конфигурацию возможностей фрезерования – как структурно, так и функционально – что делает его подходящим для сложных деталей, требующих более сбалансированного соотношения точения и фрезерования. Эти два типа машин служат разным целям; Выбор должен основываться на всесторонней оценке конкретных производственных требований детали.
Угол наклона станины станка влияет на направление эвакуации стружки, распределение жесткости конструкции и характер термической деформации. Угол 30° обеспечивает баланс между жесткостью и отводом стружки, что делает его пригодным для обработки деталей среднего размера; Угол 45° обеспечивает лучший отвод стружки, что делает его идеальным для резки в тяжелых условиях. Выбор угла требует комплексной оценки материала заготовки, размеров детали и параметров резания.
Благодаря высокому уровню интеграции, токарные станки с осью Y легко адаптируются к крупносерийному мелкосерийному производству. Возможность выполнения нескольких процессов за одну установку сокращает время переналадки; при заказе от десятков до сотен единиц общая эффективность часто превосходит эффективность производственной линии, состоящей из нескольких однофункциональных машин.
Рекомендуемые продукты
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Используйте надежные детали и компоненты, чтобы обеспечить Качество продукта.
Вы можете ожидать, что ваш заказ будет выполнен в течение 60 дней после размещения заказа.
Вы можете насладиться годичным многими для всех наших Produons.
Район промышленности Шангмы, город Таканг, город Венлинг, Тайчжоу, Чжэцзян, Китай.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Производитель станка