




Связаться с нами
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Новости отрасли
 Дом / Новости / Новости отрасли / Двухревольверные и двухшпиндельные токарные станки с ЧПУ: ключевые различия при выборе обрабатывающего центра
Дом / Новости / Новости отрасли / Двухревольверные и двухшпиндельные токарные станки с ЧПУ: ключевые различия при выборе обрабатывающего центра  2026.06.26
2026.06.26
 Новости отрасли
Новости отрасли
Contents
Двухревольверные токарные станки с ЧПУ и двухшпиндельные токарные станки с ЧПУ — это две конфигурации станков, которые часто обсуждаются вместе в области производства прецизионных деталей. Хотя оба они направлены на повышение эффективности, они решают разные проблемы: один фокусируется на стороне инструмента, а другой — на стороне шпинделя. Путаница в этих понятиях может легко привести к неправильному выбору оборудования. В этой статье разбираются различия, охватывающие структурную логику, пригодность процесса и затраты на техническое обслуживание, чтобы помочь покупателям избежать распространенных ошибок в процессе выбора.
Столкнувшись с этими типами машин, многие люди ошибочно рассматривают их как простые варианты одного и того же оборудования. На самом деле их фундаментальная философия проектирования существенно различается.
Основная концепция двухревольверного токарного станка с ЧПУ проста: если на одной револьверной головке недостаточно инструментальных станций, просто добавьте еще одну. Две турели работают независимо, каждая из которых может содержать разные типы инструментов. Координируемые системой ЧПУ, они могут резать заготовку одновременно или в поочередной последовательности. Логика сокращения времени цикла проста: при одновременной резке двумя инструментами процесс, естественно, занимает меньше времени.
Подход, используемый в двухшпиндельном токарном станке с ЧПУ, совершенно иной. Его внимание сосредоточено не на том, «сколько инструментов обрабатывают одновременно», а на том, «насколько далеко может продвигаться заготовка внутри станка». Как только главный шпиндель завершает операции с лицевой стороной, заготовка переносится непосредственно на вспомогательный шпиндель, не покидая станок и не требуя ручного переворота, для завершения обработки задней или торцевой стороны. Весь процесс выполняется за один цикл зажима.
Короче говоря: конструкция с двойной револьверной головкой расширяет размер инструмента, тогда как конструкция с двумя шпинделями увеличивает размер потока заготовки. Чтобы сделать правильный выбор, определите, где находится «узкое место» — инструмент или поток заготовок — и правильное направление станет ясным.
Хотя двухревольверный токарный станок с ЧПУ не является универсальным решением, он предлагает явные преимущества в конкретных сценариях.
Две револьверные головки могут работать совместно — например, одна обрабатывает внешний диаметр, а другая одновременно обрабатывает внутреннее отверстие или торцевую поверхность. Для заготовок, элементы которых сосредоточены на одном конце и требуют многочисленных этапов обработки, этот режим синхронной резки может значительно сократить время цикла. Чем больше размер партии, тем более выраженным становится совокупный эффект экономии времени.
Установка с двумя револьверными головками эффективно удваивает количество доступных инструментальных станций. Для семейств деталей, требующих разнообразных операций и частой смены инструмента, одноревольверные станки часто сталкиваются с нехваткой инструментальных станций, что вынуждает идти на компромиссы. Конфигурации с двумя револьверными головками обеспечивают большую гибкость в расположении инструментов, тем самым сокращая время простоев, вызванное ограничениями инструментальной станции.
Тонкие валы и трубчатые детали склонны к вибрации во время вращения из-за чрезмерного вылета. Конфигурация с двумя револьверными головками обеспечивает разделение труда: одна револьверная головка выполняет резку, а другая обеспечивает вспомогательную поддержку, тем самым повышая стабильность обработки деталей с длинными валами.
В то время как ценность двойных револьверных головок заключается в первую очередь в эффективности резания, ценность двойных шпинделей больше проявляется в управлении заготовками и полноте обработки.
Каждый раз, когда заготовка повторно зажимается, исходная точка должна быть восстановлена. Для деталей, к которым предъявляются строгие требования в отношении соосности и перпендикулярности торцов, совокупные погрешности, возникающие в результате нескольких операций зажима, остаются источником неопределенности даже при использовании высокоточных систем позиционирования. Двухшпиндельные станки объединяют обработку передней и задней сторон в единый цикл зажима, структурно исключая этап, на котором такие ошибки накапливаются.
При выполнении передней и задней обработки на одношпиндельном станке операторы должны вручную переворачивать заготовку и перенастраивать инструменты. На двухшпиндельных станках передача заготовок автоматизируется системой управления, что устраняет необходимость оператора стоять в ожидании переворачивания деталей. Это очень важно для производственных линий с минимальным персоналом или для беспилотных операций в ночную смену.
Такие компоненты, как фланцы, корпуса подшипников и короткие валы, обычно требуют механической обработки на обоих концах. Эти заготовки идеально подходят для двухшпиндельных токарных станков. Субшпиндель берет на себя операции задней части, позволяя обрабатывать всю деталь за один проход внутри станка, обеспечивая эффективность и стабильность.
При выборе машины некоторые различия требуют тщательной оценки.
Большинство двухревольверных токарных станков имеют один шпиндель, что требует ручного вмешательства для обработки как передней, так и задней стороны. Напротив, двухшпиндельные токарные станки выполняют обработку с обеих сторон внутри самого станка; заготовка никогда не покидает станок, что обеспечивает более полную технологическую цепочку обработки.
Для станков с двумя револьверными головками выигрыш во времени цикла достигается за счет одновременной резки: резка двумя инструментами одновременно сокращает фактическое время резки. Для двухшпиндельных станков выигрыш достигается за счет устранения времени, не связанного с резкой, в частности, времени, затрачиваемого на ожидание переворота детали и повторного зажима. Эти логики эффективности нельзя сравнивать напрямую; необходимо учитывать конкретные этапы процесса, необходимые для обработки детали.
Логика обслуживания двухревольверных станков аналогична логике обычных токарных станков с ЧПУ, а процедуры устранения неисправностей револьверных систем обычно знакомы техническим специалистам. Однако двухшпиндельные станки имеют дополнительный механизм передачи субшпинделя и логику управления синхронизацией. Следовательно, технические требования к техническому обслуживанию и устранению неисправностей выше, что требует большего опыта от обслуживающего персонала.
Оба типа станков относятся к категории оборудования с ЧПУ среднего и высокого класса. Хотя между ними существует разница в цене, стоимость не является единственным критерием выбора. Помимо покупной цены машины, необходимо учитывать комплексные затраты, такие как модификация производственной линии, периоды обучения операторов и время на запасные части; полагаясь исключительно на цену покупки, можно прийти к одностороннему выводу.
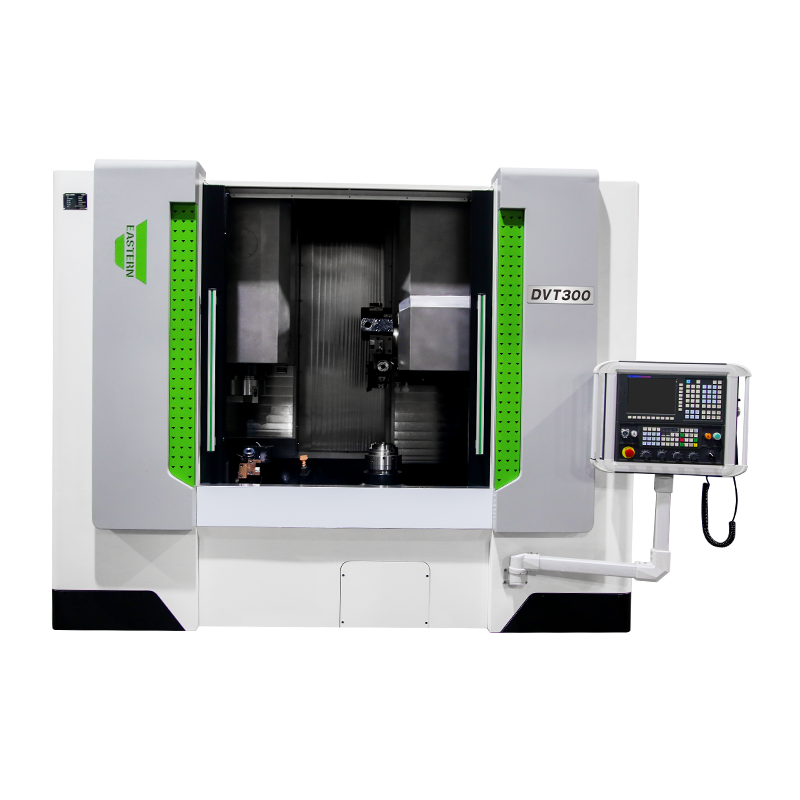
DVT300 Двухшпиндельный Вертикальный токарный станок с ЧПУ с двумя револьверными головками — это высокоэффективный многозадачный обрабатывающий центр, разработанный компанией Taizhou Dongfang CNC Technology Co., Ltd. Он использует многолетний опыт производства вертикальных токарных станков и интегрирует передовые отечественные и международные технологии. Благодаря инновационной конструкции с двумя вертикальными шпинделями и двойными револьверными головками станок позволяет одновременно обрабатывать две заготовки или полную обработку обеих сторон одной заготовки за один зажим, что значительно упрощает традиционные последовательные процессы. Прямая передача деталей между шпинделями обеспечивает точность зажима без необходимости использования роботизированной руки, повышая эффективность обработки до 50% и значительно снижая трудозатраты.
machine tool features a high machining diameter of 300 mm and a machining height of 400 mm. It is equipped with an 8-inch hydraulic chuck, a high-torque servo spindle, and a 12-station live-tool turret. It offers robust capabilities for turning, threading, and machining spherical, conical, and end-face surfaces, as well as grooves and complex rotational geometries; milling and drilling functions are available as options.
Каждая револьверная головка обычно имеет свои собственные независимые оси с сервоприводом, что обеспечивает независимое позиционирование и подачу под многоканальным управлением системы ЧПУ. Однако степень «независимости» варьируется; методы реализации, касающиеся распределения осей и управления интерполяцией, различаются в зависимости от бренда и системы управления. Некоторые модели поддерживают расширение револьверных головок по оси Y, что еще больше увеличивает степень свободы. Перед покупкой необходимо проверить конфигурацию каналов системы управления и то, как две турели координируются на уровне программирования.
Передача заготовки зависит от синхронизации шпинделя; в момент передачи оба шпинделя работают с одинаковой частотой вращения и фазой, при этом зажимные действия выполняются системой управления в соответствии с заданной последовательностью. На точность передачи влияют три фактора: разрешение энкодера шпинделя, скорость реакции системы фиксации и качество настройки параметров управления. Для заготовок со строгими требованиями к соосности параметры переноса обычно необходимо многократно проверять в реальных условиях обработки, а не просто использовать настройки по умолчанию.
Когда на заготовку одновременно действуют два набора сил резания, значительные расхождения в параметрах могут легко вызвать вибрацию заготовки или колебания нагрузки на шпиндель. Общие подходы включают балансировку распределения глубины резания и скорости подачи между двумя револьверными головками, разное время входа револьверных головок во время программирования и установку консервативных параметров резания для начальных производственных циклов, оставляя запас для жесткости системы перед постепенной оптимизацией настроек.
decision is primarily based on the workpiece's process requirements. If the workpiece is predominantly a rotational part with operations concentrated on the outer diameter, inner bore, and end faces, a dual-turret lathe is usually more efficient and targeted. If the workpiece involves significant milling, drilling, or tapping operations in addition to turning—especially when these operations are distributed across multiple planes—a turn-mill centre offers greater suitability. The boundary between the two is not absolute; process analysis is the direct method for making this determination.
Технические характеристики субшпинделя значительно различаются в зависимости от модели станка. В некоторых моделях вспомогательный шпиндель по существу эквивалентен основному шпинделю с точки зрения мощности, диапазона скоростей и размера патрона, что позволяет ему выполнять стандартные задачи резки в тяжелых условиях. На других моделях контршпиндель предназначен для вспомогательных чистовых операций; с меньшими характеристиками он лучше подходит для легкой резки или чистовой обработки. При выборе станка сравните мощность и диапазон скоростей субшпинделя с фактическими параметрами резания, необходимыми для операций с задней стороной заготовки, чтобы убедиться, что они соответствуют потребностям и избежать снижения производительности обработки из-за недостаточных характеристик субшпинделя.
Рекомендуемые продукты
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Используйте надежные детали и компоненты, чтобы обеспечить Качество продукта.
Вы можете ожидать, что ваш заказ будет выполнен в течение 60 дней после размещения заказа.
Вы можете насладиться годичным многими для всех наших Produons.
Район промышленности Шангмы, город Таканг, город Венлинг, Тайчжоу, Чжэцзян, Китай.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Производитель станка