




Связаться с нами
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Новости отрасли
 Дом / Новости / Новости отрасли / Основная ценность токарного станка с осью Y в современной обработке композитных материалов
Дом / Новости / Новости отрасли / Основная ценность токарного станка с осью Y в современной обработке композитных материалов  2026.01.09
2026.01.09
 Новости отрасли
Новости отрасли
Contents
1. Что такое «True Y»?
True Y (Real Y) относится к станку, который обладает реальной, независимой структурой оси Y.
Его основные характеристики включают в себя:
Проще говоря:
True Y похож на «настоящую дорогу», где режущий инструмент может свободно перемещаться вперед и назад по этой дороге.
2. Что такое «Интерполированный Y»?
Интерполированная Y не является независимо существующей физической осью, а «рассчитывается» системой ЧПУ.
Его принцип:
Проще говоря:
Интерполированный Y больше похож на имитацию движения вперед путем постоянного «поворота поворотов» при отсутствии дороги; это выглядит как ось Y, но на самом деле ее не существует.
3. Таблица сравнения истинного Y и интерполированного Y
| Элемент сравнения | Истинная ось Y | Интерполированный Y |
| Это независимая физическая ось? | Да | Нет |
| Способ вождения | Независимый сервопривод | Интерполяция многоосной связи |
| Жесткость и стабильность | Высокий | Относительно низкий |
| Точность обработки | Высокий | Влияет точность интерполяции |
| Обрабатываемые формы | Сложная боковая фрезеровка, эксцентриковая, неправильная форма. | Простые контуры |
| Стоимость | Высокийer | Нижний |
1. Определение оси Z
Метод определения:
2. Определение оси X
3. Определение оси Y
4. Как понять несколько осей Z, например Z1 и Z2?
5. Определение поворотных осей (пятиосная/комбинированная обработка)
Ось Y не только определяет, сможет ли станок выполнять сложные процессы, такие как боковое фрезерование и эксцентриковая обработка, но ее точность и стабильность напрямую влияют на конечное качество детали. Если ось Y не откалибрована должным образом, даже если инструменты и программа полностью корректны, может возникнуть смещение размеров или ошибки позиционирования.
Прямое влияние точности оси Y на качество обработки
Точность оси Y в основном отражается на следующих ключевых показателях обработки:
Перпендикулярное соотношение между осями Y и осями X/Z определяет, остается ли плоскость бокового фрезерования под углом 90° к базовой оси. Если имеется небольшой наклон, на поверхности бокового фрезерования будут наблюдаться ошибки конусности или формы поверхности.
Эксцентриковая обработка основана на точном смещении оси Y. Любое отклонение нулевой точки или люфт приведет к отклонению положения отверстия, что напрямую влияет на точность сборки.
Когда несколько процессов выполняются за один зажим, ось Y должна часто перемещаться вперед и назад. Его повторяемость определяет стабильность и стабильность партии обработки.
Общие элементы калибровки и настройки оси Y
При практическом обслуживании станков и восстановлении точности обычные элементы калибровки и регулировки включают в себя:
Обычно это предполагает использование прецизионных квадратных линеек, циферблатных индикаторов или лазерного измерительного оборудования, чтобы гарантировать, что три оси удовлетворяют ортогональным отношениям правой декартовой системы координат.
Путем сброса контрольной точки и механического нулевого положения можно избежать систематических ошибок, вызванных дрейфом нулевой точки.
Люфт, возникающий во время возвратно-поступательного движения оси Y, корректируется с помощью параметров компенсации системы ЧПУ для улучшения согласованности позиционирования.
Сюда входят такие параметры, как кривые ускорения/замедления, циклы интерполяции и усиление сервопривода, обеспечивающие плавное и отзывчивое движение по оси Y.
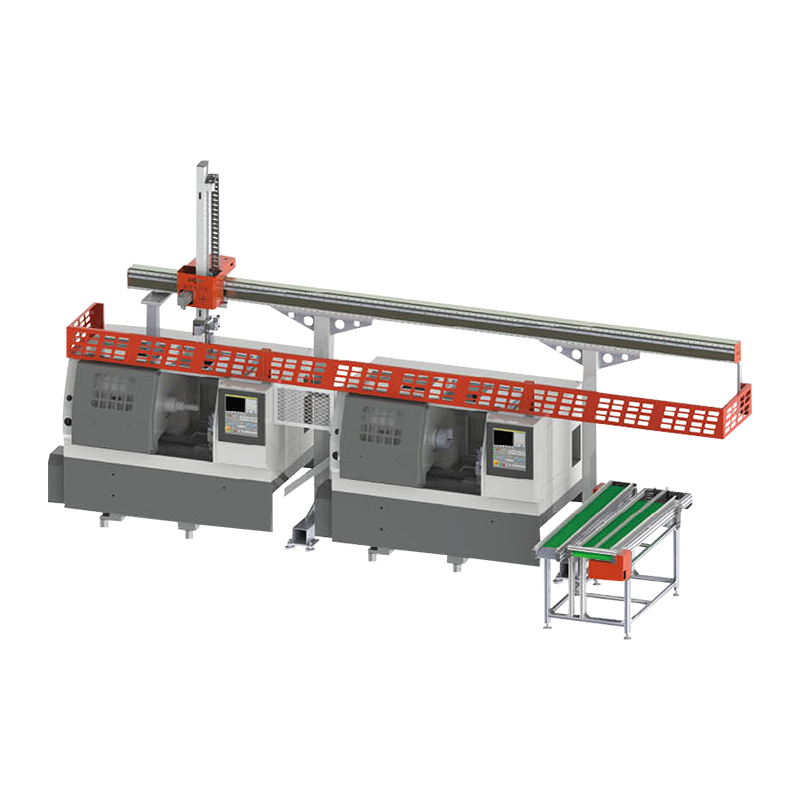
Токарный станок с осью Y, благодаря возможности перемещения по оси Y, позволяет традиционному токарному оборудованию выполнять функции фрезерования и обработки с многоосным рычагом.
Примером детали является ступенчатый вал, который, помимо обычной обработки наружного диаметра и торцевой поверхности, требует следующих характеристик:
Если бы использовались традиционные процессы, эти функции обычно требовали бы нескольких операций зажима, в то время как токарный станок с осью Y может выполнить их за одну операцию зажима.
Подробный процесс обработки
Заготовка зажимается в патроне шпинделя, а обработка торцевой поверхности и внешнего диаметра выполняется с использованием осей Z и X для установления единой базовой точки обработки.
Шпиндель переключается в режим управления по оси C для точного управления углом поворота заготовки, обеспечивая исходный угол для бокового фрезерования и эксцентриковой обработки.
Инструмент подается по оси Z, а ось Y обеспечивает боковое смещение для завершения бокового фрезерования плоскости. Структура с прямой осью Y обеспечивает в этом процессе более высокую жесткость и качество поверхности.
Путем установки величины смещения оси Y и координации с позиционированием угла оси C обрабатываются эксцентриковые отверстия или эксцентриковые канавки, что позволяет избежать ошибок, вызванных вторичным зажимом.
После выполнения всех функций выполняется финишная обработка, а основные размеры проверяются с помощью встроенного в станок датчика или функции онлайн-измерения.
Поиск правильной осевой линии на токарном станке с осью Y является необходимым условием для обеспечения точности бокового фрезерования, эксцентриковых отверстий и многопроцессной обработки. Если осевая линия оси Y смещена, это напрямую приведет к асимметрии размеров, увеличению ошибок позиционирования и даже проблемам со сборкой. Поэтому этот шаг имеет решающее значение перед механической обработкой.
Общие методы поиска и калибровки осевой линии
Это наиболее широко используемый и наименее затратный метод. При установке циферблатного индикатора на револьверной головке или держателе инструмента ось Y перемещается одинаково как в положительном, так и в отрицательном направлении, чтобы проверить, возвращается ли индикатор к нулю, тем самым определяя, соответствует ли центр оси Y центру шпинделя. Этот метод подходит для ежедневной калибровки и быстрых проверок.
На заготовке обрабатывается симметричная структура (например, левая и правая симметричные плоскости или двусторонние канавки). Центральное положение проверяется путем измерения соответствия размеров после обработки. Этот метод интуитивно понятен и практичен, но требует больше материала и подходит для этапа проверки процесса.
В основном используется для высокопроизводительных или прецизионных токарных станков с осью Y. Этот метод позволяет всесторонне проверить точность, повторяемость и линейность позиционирования по оси Y и подходит для установки и ввода в эксплуатацию станков или ежегодной проверки точности.
В сочетании со встроенной системой датчиков программа автоматически собирает данные и рассчитывает отклонение центра, обеспечивая быструю и повторяемую автоматическую калибровку. Это подходит для массового производства.
100MSY – Токарный станок с интегрированной осью Y малого и среднего размера
Основные преимущества
Типичные параметры
Рекомендуется для:
Подходит для обработки сложных валов и дисковых деталей малого и среднего размера, таких как автомобильные детали, валы насосов и аксессуары; производственные линии с умеренным бюджетом и ограниченным пространством.

200MSY – Универсальный токарно-фрезерный обрабатывающий центр по оси Y
Основные преимущества
Типичные параметры
Рекомендуется для
Подходит для сложных заготовок среднего размера, требующих комплексной токарной и фрезерной обработки, таких как большие валы, роторы, муфты и фланцы; подходит для производственных линий средней и высокой производительности.

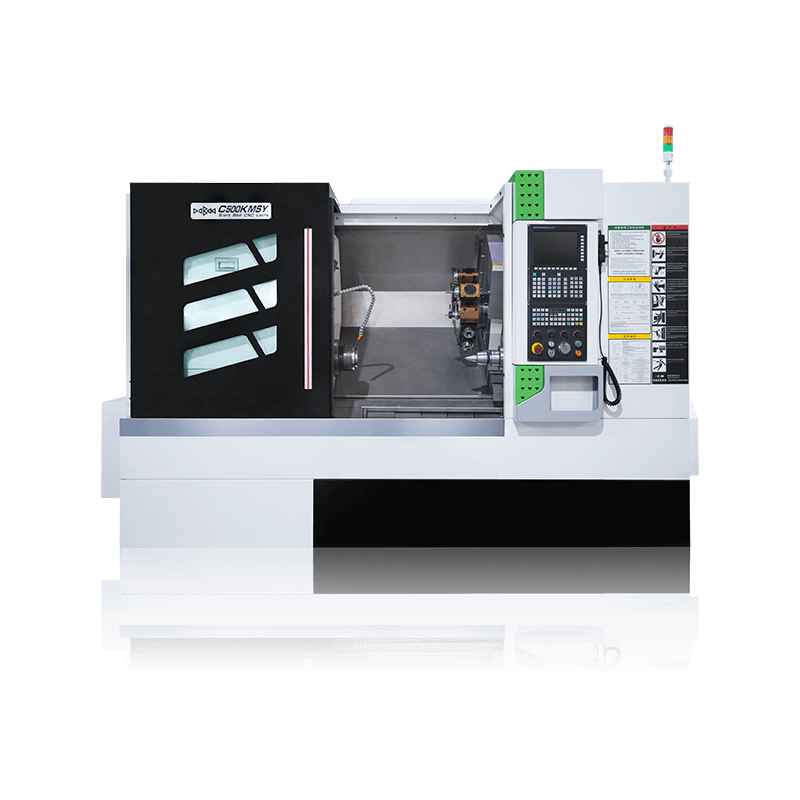
C500K МСЙ – Токарный станок с наклонной станиной по оси Y для тяжелых условий эксплуатации
Основные преимущества
Типичные параметры
Причины рекомендации
Тяжелая резка, большие размеры, сложная обработка отверстий и канавок, а также требования к глубокой обработке, такие как детали инженерного оборудования, большие детали дисков / валов и компоненты для тяжелых условий эксплуатации.
Рекомендации по выбору
Выбор в зависимости от размера и сложности заготовки.
Выбор на основе автоматизации и эффективности производства
Выбор на основе мощности и будущего расширения
Три модели имеют разную направленность.
На все ваши цитаты будут отвечать в течение 2 часов нашей профессиональной поддержкой продаж.
Используйте надежные детали и компоненты, чтобы обеспечить Качество продукта.
Вы можете ожидать, что ваш заказ будет выполнен в течение 60 дней после размещения заказа.
Вы можете насладиться годичным многими для всех наших Produons.
sales@east-cnc.com
Район промышленности Шангмы, город Таканг, город Венлинг, Тайчжоу, Чжэцзян, Китай.
Copyright © Taizhou Eastern CNC Technology Co., Ltd.

Производитель станка